搜产品
搜企业
客服电话:13631151688

A420WPL6低温钢、利盛管道、A420WPL6低温钢弯头 相关信息由 沧州利盛管道设备制造有限公司提供。如需了解更详细的 A420WPL6低温钢、利盛管道、A420WPL6低温钢弯头 的信息,请点击 https://www.qiyeku.cn/b2b/czlsgd0.html 查看 沧州利盛管道设备制造有限公司 的详细联系方式。
摘要
{精}用这些材质为原材料制作的弯头可以叫做碳钢弯头碳钢弯头,按角度分:45°、90°、180° 这三种常用的弯头,另有工程需要,可以特别定制如60°等。{长}
产品介绍
{精}用这些材质为原材料制作的弯头可以叫做{精},按角度分:45°、90°、180° 这三种常用的弯头,另有工程需要,可以特别定制如60°等。{长}
{精}是用于管道转弯处的一种管件。在管道系统多使用的全部管件中,所占比例较大,约为80%。通常,对不同材料货壁厚的弯头选择不同的成形工艺。目前制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等。{长}
{精}头又叫无缝钢管弯头英文名字seamless elbow或者seamless pipe elbow, 碳钢国标无缝弯头用这些材质为原材料制作的弯头可以叫做碳钢弯头碳钢弯头,按角度分:45°、90°、180° 这三种常用的弯头,另有工程需要,可以特别定制如60°等。因其制造工艺不同,又分为热轧(挤压)无缝弯头管件和冷拔(轧)无缝弯头管件两种。冷拔(轧)管又分为圆形管和异形管两种。{长}
{精}用这些材质为原材料制作的弯头可以叫做碳钢弯头碳钢弯头,按角度分:45°、90°、180° 这三种常用的弯头,另有工程需要,可以特别定制如60°等。不会产生腐蚀、点蚀、锈蚀或磨损。不锈钢还是建筑用金属材料中强度较高的材料之一。由于不锈钢具有良好的耐腐蚀性,所以它能使结构部件保持工程设计的完整性。{长}
{精}用这些材质为原材料制作的弯头可以叫做碳钢弯头碳钢弯头,按角度分:45°、90°、180° 这三种常用的弯头,另有工程需要,可以特别定制如60°等。工艺流程:{长}
1、冷拔(轧)无缝弯头管件:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。{长}
2、热轧(挤压无缝弯头管件):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库。{长}
碳钢国标无缝弯头在我国管件业中具有重要的位置。据不完全统计,我国现有无缝弯头出产企业约240家,无缝弯头机组约250套,年产能力约450万吨。从口径看,<φ76的,占36%,<φ159-650的,占26%。从种类看,普通用处管190多万吨,占55%;石油管77万吨,占6%;液压支柱、精细管15多万吨,占4.5%;不锈钢冲压弯头、轴承管、汽车管共五万吨,占1.5%。{长}

{精}标准2016年颁布(A420标准),{精}
的用途主要用在低温流体输送管道,管道组成为低温用途钢管及低温用途管件,低温用法兰等,材料特点为低碳提高锰含量及微量合金元素的添加。WPL6连接的管道为ASTM A333 GR.6,国内实际操作材料有18Mn,16Mn4/1,14Mn5V,12Mn4V/1,12Mn5V等
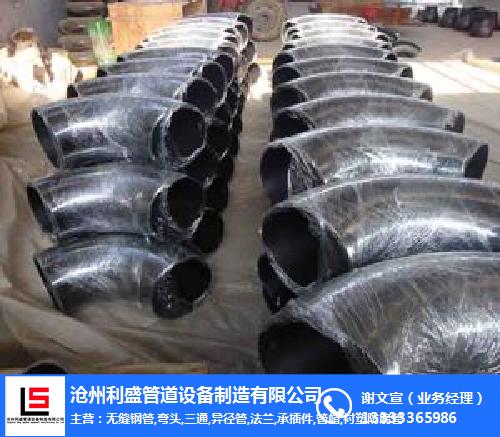
沧州利盛管道设备制造有限公司{精},WPL6低温锻造管件,包括WPL6低温弯头,WPL6ELBOW,WPL6低温三通,WPL6 TEE,WPL6低温大小头,WPL6 REDUCER,WPL6管帽,WPL6 CAP等WPL6低温管件
{精}执行标准:ASME SA420/420M
{精}用途:低温压力管道和低温压力容器
{精}标准:ANSI B16.9 ANSI B16.28 ANSI B16.11 MS SP95 MS SP79
{精}化学成分:C≤0.3%,Si 0.15-0.3%,Mn 0.6-1.35%,P≤0.035,S≤0.04% , Ni≤0.4%,Cu≤0.3%
Gr≤0.3% , Mo≤0.12% , Nb≤0.02% , V≤0.05%
{精}力学性能:屈服强度≥240MPA , 抗拉强度415-585MPA , 伸长率≥30%
{精}冲击试验:-45°夏比冲击功≥18J
{精}热处理:正火,正火加回火,退火或者淬火加回火。
我公司可供产品包括:WPL6弯头,WPL6三通,WPL6大小头,WPL6锻造管件,WPL6板制管件等
我公司生产产品保证材质,符合-45°低温冲击试验要求,是广大电力,化工,石化等单位产品。
欢迎垂询!

{精}在实际的出产和制作中按照一定的工艺和尺度进行出产和制作,保证能够在实际的工作中能够展现良好的价值和作用,在实际的应用中能够充分施展一定的特点和价值,按照正常的工艺方式进行张嘴哦,出口到不同的国家和地区中,能够促进中国经济的迅速发展和提高,对出产企业来说具有重要的意义。{长}
{精}焊接弯头的基本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,最终成为一个圆形环壳。根据需要,一个圆形环壳可以切割成4个90○弯头或6个60○弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于 1.5的任何规格大型弯头,是目前制造大型碳钢弯头的理想方法。{长}
{精}按它的曲率半径来分,可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子外径,即R=1.5D。短半径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径。D也可以用倍来表示。{长}
您知道{精}的特点吗?现在教您怎样辨别:{精}现在国际通用的标准是美国的国家标准ANSIB16.9和16.28。该标准的外径尺寸范围是1/2〃~ 80〃,一般24〃以内的都是用无缝钢管为原材料,26〃到80〃的都是用钢板冲压以后再焊接。壁厚可达60mm,到1.24mm。钢种用的最多的是碳素钢(20#)、合金钢和不锈钢,共24个钢种。锅炉上用的CrMo钢像15Cr,用量比较大。三通,外径范围在2.5〃-60〃,从26〃-60〃为焊接三通。壁厚28-60mm。大小头规格范围,常规上先说大头规格,再说小头规格,大头0.75〃,小头0.5〃,大头60〃,小头48〃,20-60〃为焊接的,壁厚2.8-4.5mm。{长}