搜产品
搜企业
客服电话:13631151688

半硬塑真空挤出机砖坯挤出成型时常见缺陷及消除方法 相关信息由 巩义东方设备厂提供。如需了解更详细的 半硬塑真空挤出机砖坯挤出成型时常见缺陷及消除方法 的信息,请点击 https://www.qiyeku.cn/b2b/gyabc123.html 查看 巩义东方设备厂 的详细联系方式。
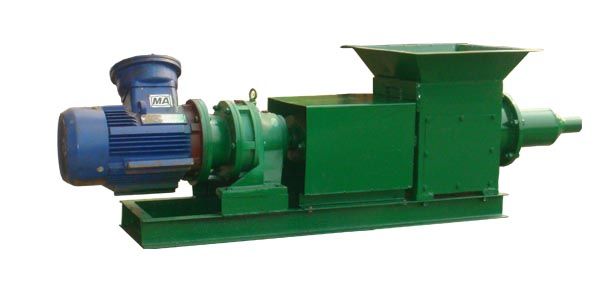
真空挤出机,按照砖坯的挤出成型可划分为软塑型真空挤出机、半硬塑型真空挤出机和硬塑型真空挤出机。而每种类型的真空挤出机在挤出成型时常见的缺陷也是不同的,我们今天就给大家讲解下半硬塑真空挤出机砖坯挤出成型时常见的缺陷以及消除方法,希望大家认真阅读。
单向弯曲:产生原因(1)、主轴没有位于中心(2)机口与压缩泥缸中心偏斜(3)压缩泥缸精度不符合要求(4)机口厚度不一致
消除方法(1)卸下压缩泥缸,调整主轴(2)用划线法重新校正(3)修整或更换压缩泥缸(4)调整修理机口
蛇形弯曲:产生原因(1)(1)主副叶片不对称(2)主轴弯曲(3)叶片间夹泥
消除方法:(1)修整主副叶片(2)校正主轴(3)清理、检查夹泥原因,进行处理
翘曲
产生原因:(1)切刀阻力过大(2)泥条挤出速度不均匀(3)切割台面位置不正确
消除方法:(1)切刀阻力过大(2)泥条挤出速度不均匀(3切割台面位置不正确
花边
产生原因:(1) 机口成型角度不对(2)泥条断面速度不均(3)机口内衬镶嵌不合适(4)铰刀磨损严重或叶片间夹泥(5)原料塑性太差
消除方法:(1)修整机口(2)修整机口(3)重新镶嵌,注意清理夹层中污垢(4)修补铰刀,清理夹泥(5) 调整原料配比并对原料进行陈化
裂纹
产生原因:(1)泥条断面速度不均(2)干燥初期脱水过快(3 操作不当
消除方法:(1)修整机口(2)控制干燥初期脱水速度(3)培训人员,严守操作
巩义市东方重型设备厂 电话: 0371-64358100 13523091365地址:巩义市高速引线一电厂北门对面网址:http://