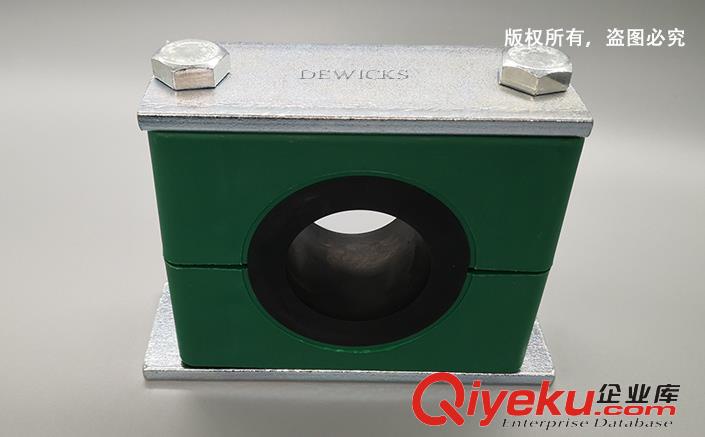
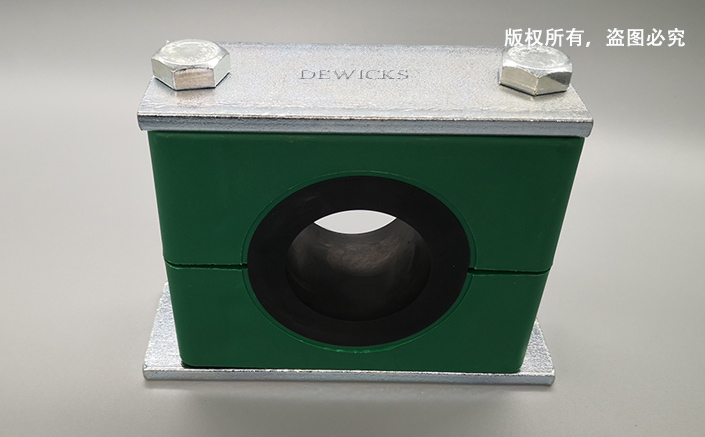
装配在焊接板上装配前,为更好地确定夹的方向,建议先在固定处做好标记,后焊上焊接,嵌上管夹身的下半部分,放上需固定的管子,再放上另一半管夹身和盖板,用螺钉拧紧,切忌直接焊塑料管夹接已装好管夹的底板。
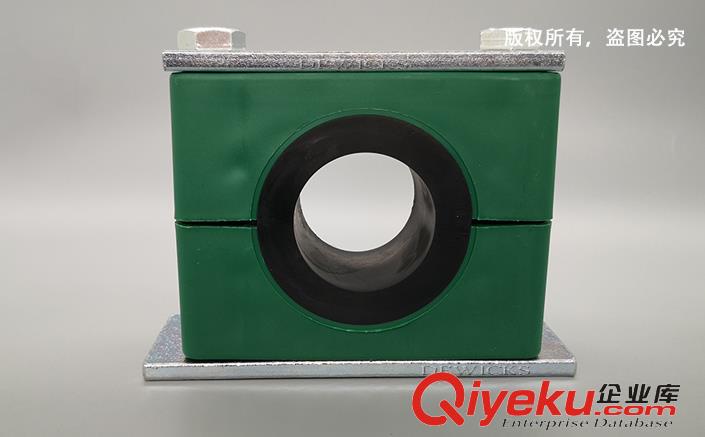
装地导轨上,导轨可焊在基础上,或用螺钉固定,随后将导轨螺母推入轨内,并转90度,将下半个管夹身嵌入螺母,放上需固定的管子,再放上上半个管管夹身和钢制管夹盖板,用螺钉固定。
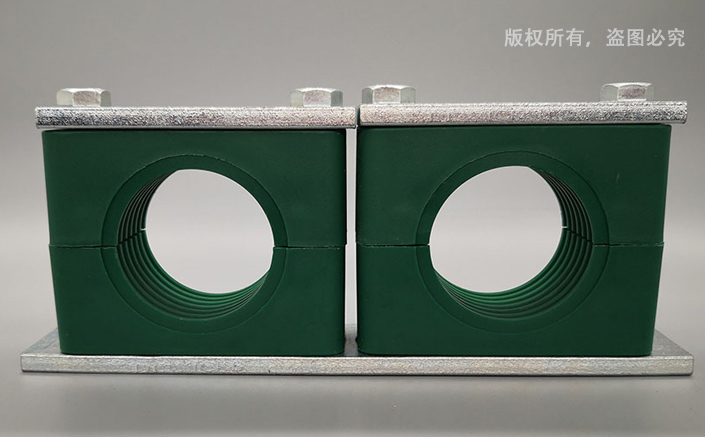
叠起装配,导轨可焊在基础上,或用螺钉固定,先装上下半个管夹身,放上需固定的管子再放上上半个管夹身,用螺钉固定,通过防松盖板防止它转动,然后安装第二铝合金管夹个管夹,方法同上。
弯管的装配,装配弯管时,应直接在弯管的前部和后部用卡斯特管夹固定,建议这样的支承点应为固定位置。
所以,管夹与管卡的区别没有什么分别,液压管夹他们的用途都一样,只不过是产品的名称不一样,有的人称他为管夹,有的人称他为管卡。
立管管夹外表呈现划痕主要是因为管夹和模具外表存在相对移动,在一定压力的效果下,致使坯料与模具部轻型管托分外表直接产生摩擦,加之坯料的变形热使坯料及金属屑熔敷在模具外表上,使管夹外表擦伤产生划痕。
在变形时会产生相变诱发马氏体相,马氏体相较脆因而容易产生开裂,另外在塑性重型管卡变形时跟着变形量的增大,诱发的马氏体含量也将跟着变形量的增大而增高,引起的残余应力也越大,在加工过程中也就越易开裂。
立管管夹模具空隙偏小,凸凹模具的对中性不好,模座R型管夹和模具导向组件及转塔镶套精度缺乏等原因会形成模具磨损,另外,同一模具接连长期冲压形成冲头过热,以及屡次部分冲切,如步冲,冲角或剪切时侧向力会使冲头倾向一边,形成模具磨损严重。
混流泵https://




 广告
广告