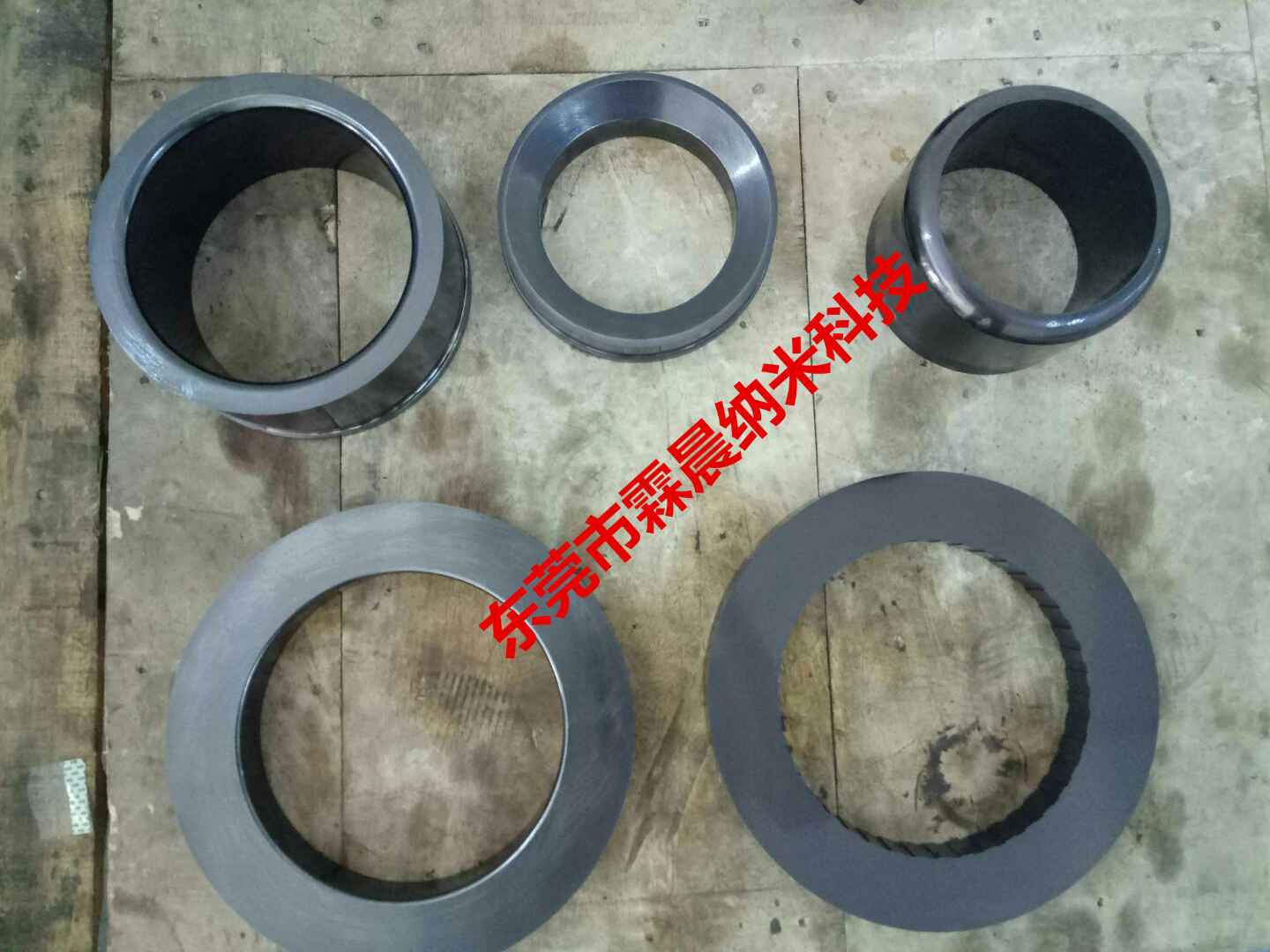
.铜合金压铸模及镶件
.镁合金压铸模及镶件
.锌合金压铸模及镶件
.热挤压模
.热锻模
压铸成型模具在生产中遇到的问题
1. 冲蚀,由于模具表面受到高温液态合金高速摩擦造成的表面磨损。
2. 侵蚀,是指在熔融合金和模具表面发生化学反应。
3. 热疲劳龟,是指模具表面受冷热不断交变应力,超过热疲劳强度模具表面发生的微小
4. 黏着,是指压铸产品与模具之间粘合,造成产品和模具的表面损伤。
注塑成型
注塑成型过程中由于大量使用加玻纤材料及工程塑料的使用给模具带来严重的磨损和腐蚀,以及模具在运行时产生与模具钢材本身的摩擦磨损,XR-I系列涂层的高硬度、坑腐蚀性及很好的耐磨性,帮助塑胶模具在对抗磨损与腐蚀至关重要,以提高模具使用效率的高韧性、耐磨性、抗腐蚀性及低摩擦特性。
XR-I系列涂层主要应用在注塑模具的模腔、模芯、顶针、斜顶、射器、热流道系统、进给系统、浇注口衬、注塑机螺杆等。
涂层的优势
.改善模具填充
.减少脱模阻力
.更强的耐磨性
.
机械零配件及刀具
线路板行业
经过XR-DLC涂层处理的线路板刀具 电子工业的飞速发展对线路板制造带来新的挑战,线路板层数越来越高,钻孔密度越来越大并向微孔化发展。同时,在线路行业利润不断下滑的情况下,隆低生产成本,提升品质,已经成为业内人士的共识。线路板价格使用的锣刀、钻头、V-CUT刀、分板刀等在线路板生产中占用很大的成本,因此提供刀具使用寿命成为降低成本zyx的方法。XR-DLC涂层的高硬度及自润滑性在线路板刀具切削中有着优异的表现,经过多家客户使用认证,经过XR-DLC涂层过的钻头,可提升使用寿命3-4倍,锣刀使用寿命可提升2.5-3倍。
汽车领域
XR-DLC涂层应用于汽车发动机燃油射系统及阀门和曲轴区域零部件,可减少高达40%的润滑操作中的摩擦损失。{yx}的干润滑性能也弥补了减少的润滑,直到油膜达到满负荷并允许在没有磨损情况下频繁的启停。
XR-DLC系列涂层通过降低摩擦和磨损于高负荷和高应力部件,在之前只能通过减少零部件的尺寸和减少部件组成和材料组合才能实现。这导致的材料和装配成本的节省超过了涂层成本。
缝纫机
一个有效的油润滑系统是确保缝纫机能够正常长时间平稳运行的首要条件,但随着国际服装加工及其他纺织行业对加工过程中对油污染的要求越来越严格,无油化已成为缝纫机行业发展的必然方向。这对于缝纫机上的大量运动部件,如针杆,旋梭,滑块,各类运动轴,各类连接杆等零部件在高速无油工作时的性能提出了新要求,我司研发部经过几年的研究,运用我司专利PVD技术,经过不断的工艺改进和提高,研发出了适合各类高速无油缝纫机零部件的专用涂层XR-DLC,同时经过中国几大缝纫机整机及零部件厂的长时间测试和大批量采用,已形成了成熟的系列化的无油零部件专用XR-DLC涂层。
切削刀具
XR-DLC涂层的高硬度、防黏连及自润滑性是有色金属、航空高温材料及有机塑料钻孔、攻牙。镜面铣削加工刀具{zy}秀的防护涂层。他在解决粘刀、粘着磨损方面比普通涂层有着更出色的表现,他是普通涂层刀具数倍的使用寿命,加工出来的产品表面质量更高。
霖晨公司在提供XR-DLC涂层的同时还可以根据客户的要求提供更适合客户使用的XR-DLC涂层刀具,以减少您的刀具成本。
涂层注意事项
可涂层材料:
各类模具钢材、工具钢、高速钢、不锈钢;硬质合金(钨钢);钛合金、镍合金;铍铜。
涂层部位:
待涂层的工件需要有可以装夹的部位,不太可能实现全部涂覆。如果有特殊部位不能涂层,需要提前告知,建议您在工件上明确标识出以下部位:必须涂层的功能部位;不能涂层的部位;可涂可不涂的部位。
涂层工件表面要求:
工件表面不能有其他的表面改性处理,如:电镀、磷化、氧化发黑、TD、QBQ处理等;工件表面不能有锈蚀、腐蚀、油漆、胶水等;工件表面粗糙度要求:一般的刀具在满足使用需求的前提下越光亮越好,成型面Ra<0.2µm为宜,对于镜面、蚀纹的塑胶模具则wq以产品需求为准;组合模具或镶嵌工具,能够拆开的必须全部拆开;焊接工件表面需要彻底清洁,不能有氧化层或埋孔。
包装与运输:
所有的工件在发送给我司涂层前需要对工件涂轻质防锈油进行防锈处理,以免工件在寄送的过程中生锈;工件必须用泡棉包好,避免在寄送过程中损坏。
客户需提供如下资料:
工件材料及牌号;回火温度及硬度;标识(或说明)涂层的功能面(即涂层的重点面);尺寸精度有要求的需要说明具体的尺寸精度和预留尺寸;使用场合、被加工材料、加工参数等主要参数,以便于我司选用最合适的涂层。




 广告
广告

![[供应]zg湖南益阳吹塑模具脱模陶瓷涂层、真空镀钛、高品质电镀](https://p184.qiyeku.cn/2019/3/25/dglcnm001/product/product_pic/image/2019_04_13/20190413041056467.jpg)