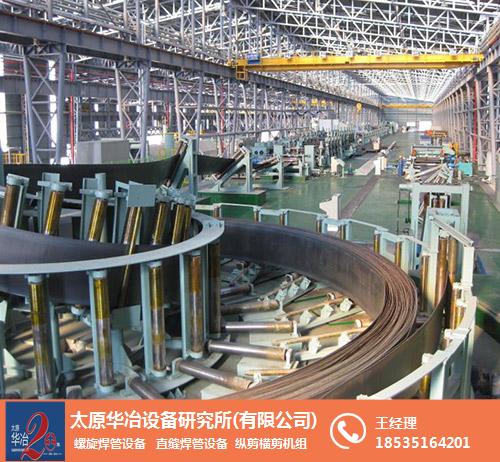
太原华冶设备研究所是专业从事设计开发和制造高频直缝焊管设备、螺旋焊管设备、冷弯型钢设备、板材和管材精整设备以及高精度纵横剪生产线的高新技术企业。并拥有自营进出口权。
一般情况下,焊管机组的故障有以下两种具有代表性的维修方法:
1、以定期维修为主要形式的预防性维修方法:以前的定期维修制增加了维修工作量、维修费用及焊管机组的停机时间,其结果是做了很多无效维修,却不能及时排除焊管机组的随机故障和早期故障,而过多的对焊管机组进行拆修反而易产生人为故障、增加维修消耗、降低维修效率;
2、以可靠性为中心的维修法:以可靠性为中心的维修方法也是对传统的以预防为主的维修方法的继承和发展,能够有效控制焊管机组的故障率,以保持其固有的可靠性能。
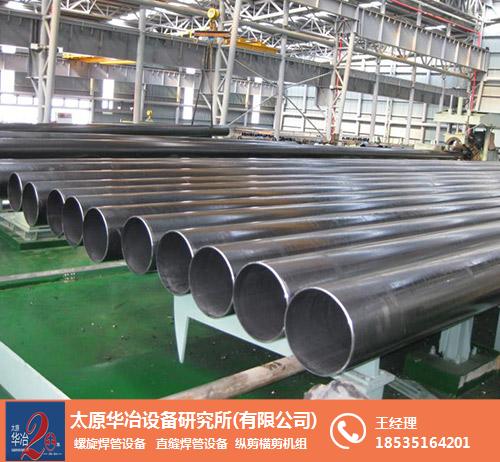
太原华冶设备研究所是专业从事设计开发和制造高频直缝焊管设备、螺旋焊管设备、冷弯型钢设备、板材和管材精整设备以及高精度纵横剪生产线的高新技术企业。并拥有自营进出口权。
在圆变方时,尤其是圆变矩形管时(平出),定径应调成中心线不变,底线则是逐渐升高。此调整目的是使管材均匀变型,角部均等,减少对机组的冲击力。例:50*100的矩形管(定径为五平五立,四五架次平辊孔型一样),挤压辊出来为直径94的圆,到定径第四架次时变型量为94-50=44MM(底线不变为水平时等于管材的上部压下44MM,壁厚较厚时对机组的冲击力非常大,而且下部的外R角会比上部的外R角圆),所以应采用中心线不变,即是将下平辊逐渐垫高(轧制底线逐渐升高),到定径第四架次时垫起22MM,将22MM四架平分垫起即可(此为概率算法,精que垫起的数据应为轧辊设计的变型量)。


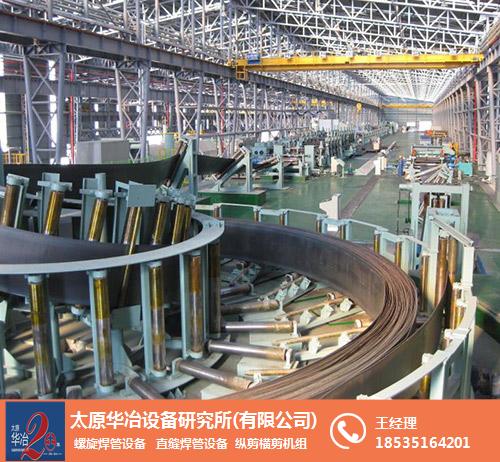
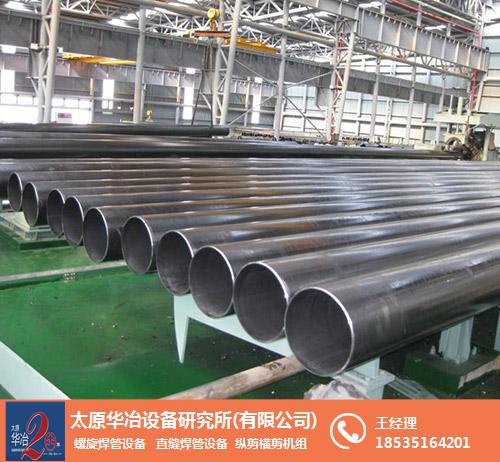
太原华冶设备研究所是专业从事设计开发和制造高频直缝焊管设备、螺旋焊管设备、冷弯型钢设备、板材和管材精整设备以及高精度纵横剪生产线的高新技术企业。并拥有自营进出口权。
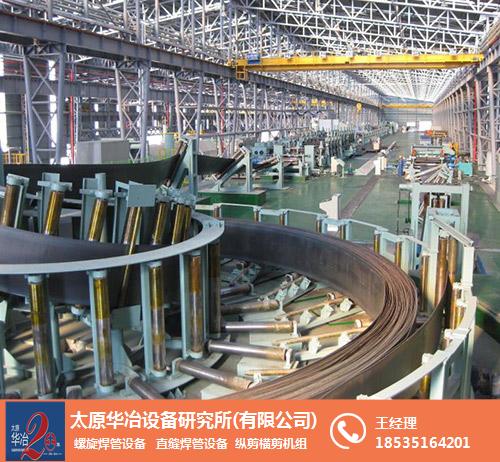
太原焊管机组在生产过程中会有哪些故障情况发生呢?下面跟小编一起来了解一下。
1、挤压力过大,会造成搭焊管,需要根据不同的管壁厚度,孔型来调节挤压力的大小。
2、轴承损坏,会破坏挤压辊的位置,当出现损坏,会导致挤压辊失去控制,这样焊缝会变高,{zh1}搭焊就形成了。
3、挤压辊轴向窜动,挤压辊和挤压辊轴的定位不稳固,会使挤压辊出现轴向窜动和径向摆动 ,这时挤压辊的孔型就不会吻合而造成搭焊。




 广告
广告