正博磨具分享:砂轮生产过程中怎样减少噪声
混响时间和噪音值的确定:混响时间是指室内声音达到稳定状态,声源停止发声后残余声音在房间内往复反射经壁面吸收的时间。混响时间越长,则表明声音在车间内多次被反射,能量衰减速度慢,在同样声源的条件下混响时间长的车间比混响时间短的车间噪声要大。
相关知识就介绍到这,大家想要了解更多的知识的话可以关注正博磨具,我们专业从事砂轮切割片,树脂切割片,磨料磨具专用设备开发研制及生产经营的企业.我们将会真诚的为您服务,欢迎新老用户前来选购!


怎样选择砂轮片型号 内圆砂轮怎么选择种类
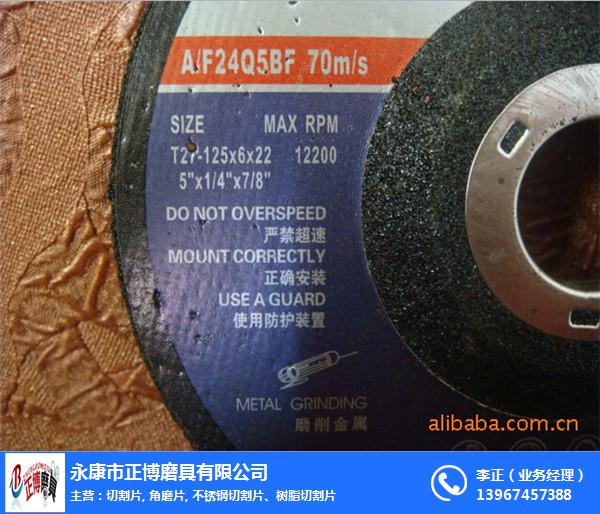
砂轮直径的选择砂轮直径的选择在内圆磨削中是一个比较复杂的问题。一方面为了获得较理想的磨削速度,应采用接近孔径尺寸的砂轮;但另一方面,当砂轮直径增大后,砂轮与工件的接触弧随之增大,以致使磨削热增大,冷却和排屑更加困难。为了获得良好的磨削效果,砂轮直径与孔径应有适当的比值,这一比值通常在0.5—0.9之间。
当工件孔径较小时,主要问题是砂轮圆周速度低,此时可取较大的比值; 当工件孔径大于100mm时,砂轮圆周速度较高,而发热量和排屑成为主要问题,所以应取较小的比值。当工件内孔直径大于100mm时,则要注意砂轮的圆周速度不应超过砂轮的蕞高工作速度。
超薄切割片厂家是一家专业生产“双佳”牌各种磨具、磨料的企业。主要产品有:薄片砂轮、钹型砂轮、钢丝轮等,其过硬的品质,良好的信誉,深受广大用户的好评。产品畅销全国各地,并销往到东南亚等国家和地区。


正博磨具分享:砂轮选用安装知识
砂轮的平衡及安装
不平衡的砂轮在髙速旋转吋会产生振动,影响加工质量和机床精度,严重吋还会造成砂轮破裂,危及人身和设备的安全。引起不平衡的原因主要是砂轮各部分密度不均匀,几何形状不对称以及安装偏心等。因此,砂轮在安装之前都必须进行平衡。砂轮的平衡有静平衡和动平衡两种:-般情况下,只^做静平衡;且在高速磨削和高精度磨削时,必须进行动平衡。对大直径砂轮,在使用--段时间后,由于砂轮磨损多,有可能产生不平衡,需要再一次进行平衡。





 广告
广告