精密齿条轴的齿的误差怎么xc
精密齿条轴的齿的误差怎么xc,车削精密齿条轴的方法,不仅简单,而且还能xc误差。 为了克服过去在车床上加工齿条轴的齿十分
麻烦,往往容易出错的现象,可使用本文介绍的方法,能精quexc累计误差,提高加工效率。 过去在
车床上加工齿条轴的齿,采用小拖板移动一个齿距,切削出一个齿,计算每摇过一个齿距的千分箍上
格数,因为是小数,十分麻烦,往往容易出错,而且容易出现齿距的累计误差。 为了克服上述现象,
就把小拖板的丝杠螺距改成与精密齿条的齿距一样,再配一丝杠母,这样只要小地移动一个齿距,保
证了齿条梢度,拖板丝杠转一圈,刀具就精quexc了累计误差,提高了加工效率。精密齿条轴的齿的误差怎么xc
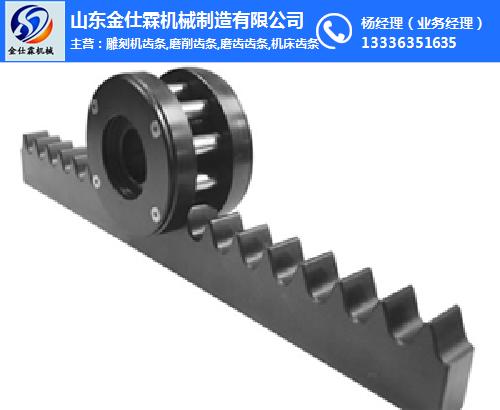
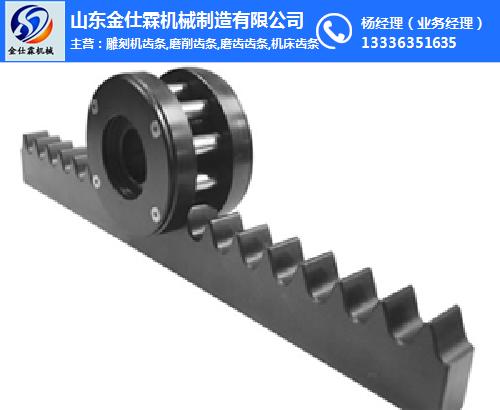
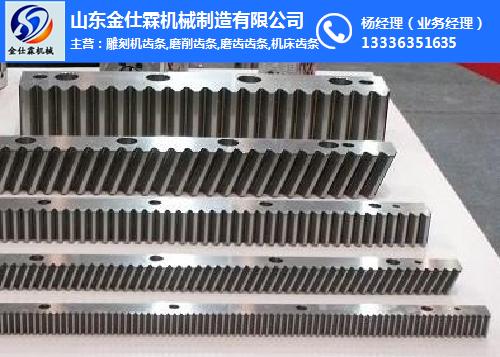
山东金仕霖机械制造有限公司拥有进口齿条插齿机,及国内目前zui好的数控齿条插齿机YK58200.公司专业生产齿条,齿条精准耐用,生产各种规格的雕刻机齿条,磨削齿条、磨齿齿条、机床齿条及普通齿条,齿条精度等级达到GB10096-88标准7级,一次性zui大齿条加工长度为2000mm 我们秉承质量至上,信用di一的原则,真诚对待每一个客户。 用机械制造机械是一个很重要发展,手工制作已经无法是远远满足不了当代科学技术的快速发展的。
所以我们在实现飞跃的同时,还是在对未知的东西进行研究。机械中,
用机械制造机械已经成为一个非常普通的制作手段,就如齿类零件一样,我们可用一种齿条,
制作另一个齿轮一样,这个齿轮我们可以成为刀具,被制作出来的就是我们需要的成品。齿条也是样的。
齿条刀具和齿条有什么样的不同呢?下面我们就来看一下他们之间的不同之处吧。
作为加工刀具的齿条,为了实现切削,需要留出后角。普通齿条沿齿宽方向齿厚、齿槽宽是不变的,
而刀具齿条齿厚变小、齿宽变大,留出了切削齿的后角,沿刀具齿条长度方向上,齿距是不变的。
为了能够多加工一些齿轮,刀具齿条往往采取正变位,当刀具变钝、重磨后,齿条逐渐变为负变位,直到不能再使用。

就传统链传动而言,链条与链轮之间属于非共轭啮合,这将导致链条产生横向振动,与链轮发生啮入冲击等,不适合高速传动。
要在兼顾链条互换性的基础上,实现链条链轮的共轭啮合。即:在使用常见标准链条的情况下,通过理论推导,研究出能和链条实现共轭啮合的链轮齿形,以实现在高速链传动中有效降低甚至xc链条的横向振动、降低链传动啮入冲击的新型齿廓链轮。新型链轮齿形求解研究的基本原理:类似于齿轮的展成加工法,在当前已有标准链条的基础上,给定链轮和链条的瞬心线分别为圆和直线且规定二者按照一定的传动比进行传动,根据相对运动原理和平面啮合原理,以链条为假想的刀具,对固定不动的链轮毛坯进行加工,最终切制出能和链条进行共轭啮合理想链轮齿廓。




 广告
广告