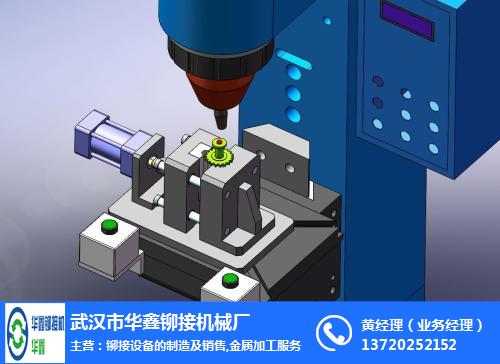
悬挂式铆钳
据统计,每辆载重汽车使用铆钉大约在100至250只(铆钉直径由8-16mm等几种)。如此之多的铆钉加工是怎样完成的呢? 目前国内一般采用气锤进行热铆或悬挂铆钳机进行冷铆两种工艺。
(1)铆接过程无噪音;
(2)操作性能好,可单人进行操作或一拖一,一拖四(可按需定制);
(3)工作时间短,能够在3秒钟以内铆接1只铆钉;
(4)铆钉无需进行加热处理;
(5)由于利用液压传动,故可获得较大、均匀的压力,使车架强度有所提高,并保证均匀的强度;
(6)由于采用冷铆方式,所以在车架和铆钉之间wq不会发生间隙,强度上也没有任何问题。
悬挂铆钳机与热铆方式相比较,无论在技术上还是操作上均有极大的优越性。因此,中国、日本以及欧美各国均已普遍采用悬挂式铆钳接机.







径向铆接的适用材料
该工艺适用于各种可延展材料,包括钢(甚至是硬度为HRC50的高合金钢),铝,黄铜,青铜,铜,铅和锌,以及许多聚合物复合材料和其他塑料,包括ABS。根据铆接模具的不同,铆杆必须用优质合金钢制作,经过淬火处理,达到高硬度HRC60以上,铆杆可以轻松的安装在铆接单元上,并且可以随时更换。径向铆接过程通常是用于小铆钉直径,特别是精密铆钉材料的组装解决方案。径向铆接非常适合直径12毫米以下的的铆钉。如果直径大于12毫米,需要将铆钉头部做成半空心状。径向铆接尤其在精密小微零部件的铆接应用上,发挥优良的性能优势。Canyi将帮助您选用合适的铆接过程,无论是径向铆接还是摆碾铆接。






滚压成型属于摆辗成型的另一种铆接形式。滚压成形使用与摆碾成形相同的动力头,由多个轮子围绕工件并将两个相似或不相似的材料组合在一起,通过下压力进行向下或向内的方式移动。AGME滚压铆接机,可以根据客户需要定制。
滚压成型是一种非冲击性工艺,使用带有两个或更多辊子的旋转辊头施加对称的力来形成部件。滚压成形用于扩口,形成唇缘,卷曲或在圆柱形部分形成的凹槽对于其他工艺来说太大。装配应用范围广泛,从轴承,耦合器,球形接头,电气传感器,保险丝等等。
用滚压成型法形成圆柱形零件的末端。通过在零件中创建美观的唇部和流线型凹槽,通过360度多点布置滚压点同时滚压,提高它的效率和准确性。
由于径向铆接是梅花形轨迹,非圆周轨迹,所以径向铆接形式不适合滚压成型铆接。









 广告
广告