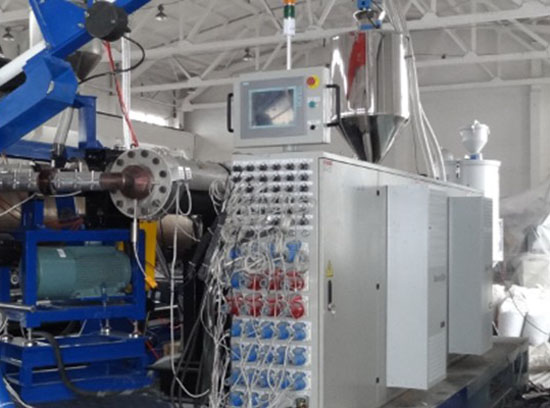
克拉管设备介绍:
克拉管生产线采用挤出机位置固定结构,高度可调,主机及生产所需的料管、燃气、动力电缆、水、气路、PP管固定不动,设备易于安装、操作、维护、方便、安全。

采用{gx}率HDPE专用挤出机,使物料具有较低的融体温度、均匀的融熔物料、在同等产量下更低的能耗。


采用德国KROM燃气点火及火焰检测装置,在生产过程中检测到火焰熄灭后会自动点火,如果因压力不足及燃气质量问题点不着火,会报警并自动关闭燃气阀门,保证点火的可靠性及使用过程中燃气的安全性。

采用快速红外加热装置用于多层缠绕加热,加热效率高,速度快,能耗低。用此装置,管材表面可以吸收93%以上的加热器产生的热量使管材表面快速熔化,与外层复合到一起。

采用缠绕平台移动结构,缠绕平台可以纵向移动,也可以前后移动用于调节与挤出模具之间的距离,以便于生产不同口径的管材。
缠绕平台纵向运动采用美国进口高速、高承重直线轴承,导轨采用高精密圆形直线导轨,驱动动系统采用进口伺服电机及高精密减速机,运行平稳,可靠,工作寿命长。
整个缠绕平台采用焊接后整体加工的工艺,整体性好,承重大,并保证模具两端的支撑轮在同一水平高度,保证了运行稳定可靠,提高制品质量。
缠绕平台采用进口伺服电机双端驱动,这样在生产过程中,模具两端受到相同的力及旋转速度,生产更加稳定,可靠,同时提高模具的寿命。
模具支撑轮的间距调节采用电动方式,操作简便。
铝合金缠绕平台操作面,在生产过程中,操作人员可随时在背面检测管材的生产状况。

切削采用硬质合金刀具或者可更换硬质合金刀头的刀具,切削面美观,平整,使用寿命长。

冷却风机采用大流量轴流风机,风量大,冷却速度快,能耗低。

脱模系统采用平台牵引式脱模结构,脱模效率高,运行稳定,可靠,系统维护简单。

因采用缠绕台移动结构及平台牵引式脱模,使生产线的布局更加灵活,可以充分利用生产空间。
设备自动控制系统,整个生产线采用工控机与PLC相结合的控制系统,即可以实现自动生产,又可以实现手动生产。
具有完善的安全保护装置,在缠绕平台的各个操作面都设有急停按钮,以防在生产操作过程中出现紧急状况。急停按钮按下后,控制程序会在屏幕上显示所按下的急停按钮的位置,以方便恢复生产。
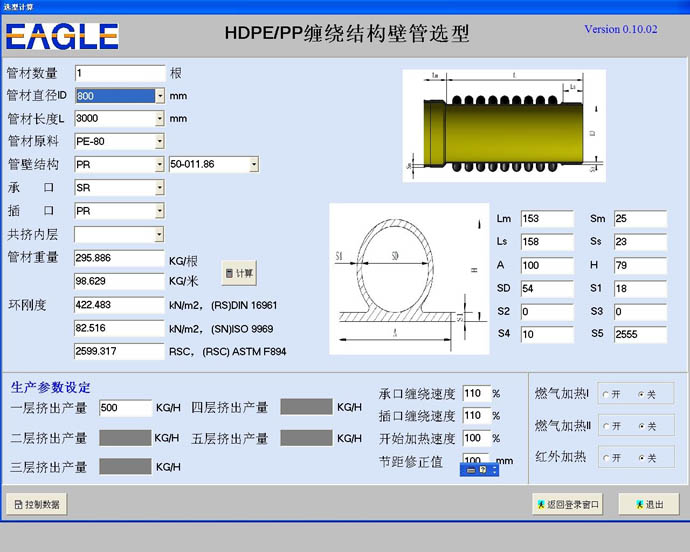
控制程序,在自动生产时,系统会根据所选管材的规格、型号、产量自动计算并生成控制数据及工艺曲线,来控制整个管材的生产,包括挤出机产量及启停,缠绕速
度,缠绕台运行速度,PP管速度,燃气加热的开停,PP管切断等。在自动生产时,操作人员可以根据实际的生产状况对各种生产参数进行微调,并可将调整后的
数据保存到计算机中,以便下次生产同样规格的管材时调用。在生产时,操作人员对照工艺曲线与运行曲线便可知生产操作正确与否。
在控制程序中,程序可以计算出所选结构管材的环刚度,米重。操作人员,还可以自定义管壁结构,承插口的厚度,PP管的规格,原材料的参数。数据修改后,下次程序计算时,可以选择所改的参数,程序会根据这些参数计算出管材的环刚度,重量,并自动生成生产数据。
自动程序所采用的数据为欧洲{zx1}数据并与欧洲同步更新。










 广告
广告