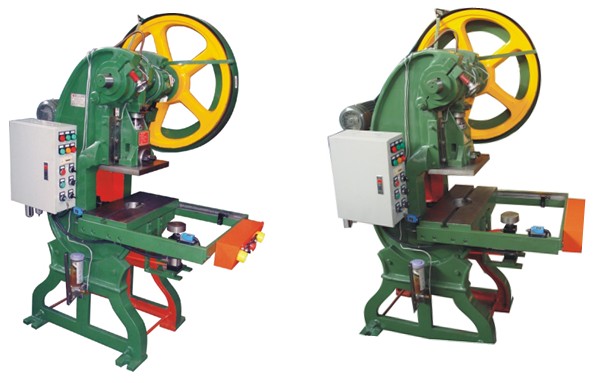
刀模冲床
使用刀模冲床时不可忽视的环节:
1,模具安装使用前应严格检查,qc脏物,检查模具的导向套和模具是否润滑良好。
2,定期对冲床的转盘及模具安装底座进行检查,确保上下转盘的同轴精度。
3,按照模具的安装程序将凸凹模在转盘上安装好,保证凸凹模具的方向一致,特别是具有方向要求的(非圆形和正方形)模具更要用心,防止装错、装反。
4,模具安装完后,应检查模具安装底座各紧固螺钉是否锁紧无误。
5,冲床模具的凸模和凹模刃口磨损时应停止使用,及时刃磨,否则会迅速扩大模具刃口的磨损程度,加速模具磨损,降低冲件质量和模具寿命。
6,对于批量生产所使用的通用模具,应有备份,以便轮换生产,保证生产所需。
7,冲压人员安装模具应使用较软的金属(如铜、铝等)制成操作工具,防止安装过程中敲、砸时损坏模具。
8,模具运送过程中要轻拿轻放,决不允许乱扔乱碰,以免损坏模具的刃口和导向。
9,模具使用后应及时放回指定位置,并作涂油防锈处理。
10,保证模具的使用寿命,还应定期对模具的弹簧进行更换,防止弹簧疲劳损坏影响模具使用。
刀模冲床原则(1)模具安装时进行方向检查,确保模具凸凹模安装方向一致。
(2)根据要求正确调整模具的冲压深度,每次调整{zh0}不超过0.15mm。
(3)使用较低的冲切速度。
(4)板材要平整无变形或翘起。
(5)成形加工位置应尽量远离夹钳。
(6)成形模具使用时应避免向下成形操作。
(7)冲压时按照先普通模具冲压,{zh1}使用成形模具。




 广告
广告