昆山科瑞特试验仪器有限公司落于享有“全国强县市之首”美誉2389348945的江苏省昆山市,成立于2012年,是昆山高科园区一专从事各种材料的物理性能测试仪器、试验机械、产设备、模具与动机研与的高科企。产品涵盖了橡胶、塑料、装、线缆、纸张、管材、钢材、铜材等属与非属材料的多种测试仪器。主要产品有:子拉力机,{wn}试验机,环境试验机,冲击试验机,橡胶试验机,塑料试验机,橡塑低温脆性试验机,磨耗试验机,熔融指数测定仪,环刚度试验机,以及度计,测厚仪,硬度计等等,在航天航空、大专校、科研所等高科广泛应。公司于2015年在江苏扬州成立了试验机产地,昆山工厂后续着重精模具和动化设备的产研,向产品的多元化更迈进了一步。
五年来公司一直坚持科研与产相结,及时掌握国内外检测设备、试验机的{zx1}息,众之大,创名优产品,根据客户要求非标检测设备。公司拥有严格的质量管理系统,严把质量关,受到了广大客户的一致好评!
“心、决心、创新”是科瑞特的存之本, “质量第壹、客户、诚实守”是科瑞特的展动力。虚心刻苦、朝气蓬勃的科瑞特愿结交五湖四海的朋友,热忱欢迎朋友们能莅临指导、察和交流,共创辉煌!
昆山科瑞特试验仪器有限公司
联系人:曹芬(总经理)
话:0512-55272736
传真:0512-55178251
手机:13382515332(V) 15358833976
E-mail: 18389389@
网址:
地址:江苏省昆山市高新区
试验裁刀热处理工艺操巧
昆山科瑞特试验仪器有限公司是橡塑试验裁刀的专造商和售商,而热处理工艺是试验裁刀产过程中最重要的工,热处理的好坏直接影响到试验裁刀的使寿命。
热处理工艺过程多数是周期,是一项集体操纵。因此,热处理工艺加工存在着工界限不明确,如一批零件淬火可能由两个班次完成,淬火和回火经常由两个班次完成等,加之职员素质参差不齐,治理措施小够完善,产过程中经常会现质量。而现后,,查原因,不仅费时、费力,有时甚不真正的原因。
下面笔者把多年来在产现中解决的一些思路和方法进了回纳,为读者一些有益的参。
1.渗碳淬火齿轮硬度低
一批在(日本)Unicase滴注式气体渗碳氮化炉中渗碳淬火的800多件齿轮,要求渗碳淬火后表面硬度58~63HRC,而抽检时零件的表面硬度为52~56HRC。这是渗碳,还是淬火;淬火是加热,还是冷却,一时很难下结论。由于这批齿轮的产任务紧急,笔者把已检测的齿轮取3件铁丝捆绑,在盐浴炉内重新加热,在油槽中淬火冷却,约30~40min后,{zh1}检测淬火硬度为63~65HRC。把这批齿轮重新加热淬火后,抽俭硬度全部格。这种刀斩乱麻的办法,虽不一定能的真正原因,但却解决了产的燃眉之急。
2.棒料淬火裂纹
有一批φ14mm×240mm的40Cr俸料经调质处埋后,过了约一周时间(使时)才被现几乎全部裂,裂纹外形为纵向裂纹,多数裂纹裂透棒料的两端面。据此判定裂纹为淬火裂纹,而当班的操纵职员却不认帐。查记录,只能查到该批棒料为二班淬火、三班回火,而零件材料、淬火温度和冷却介质等工艺参数都没有记录。笔者取一根棒料与45钢接头一同在盐浴炉中加热,然后在盐中淬火冷却,冷却后约20~30min,该棒料裂,并且裂纹外形与述裂纹外形相同。在事实眼前,操纵职员才承认是误将该批棒料当成45钢进了淬火。
3.箱式阻炉火硬度不均匀
我公司产的叶片泵的泵轴棒料,其材料为38CrMoAlA。工艺路线为:火→带锯下料→粗车→调质→精车→磨削→氮化。带锯下料时,经常现一根棒料硬度不均匀、局部硬度偏高,下料效率低,锯条磨损。经,是因装炉时棒料长或棒料靠前。该箱式阻炉炉口处既没有加热阻丝,热量损失又大,因此于一般箱式阻炉,装炉时零件应间隔炉口内侧200~300mm,才能證炉内零件加热温度均匀。
4.铸铁淬火应控微量元素
铸铁导热。性差,淬火冷却时一般油冷。铸铁的体与钢相同,也是由珠光体和铁素体组成。铸铁含碳量高,含碳量增加固然能够增加淬透性,但究竟增幅不大。因此,进步铸铁件的淬透性:就靠铸铁中微量元素的,控好元素含量,才能證热处理淬火质量。
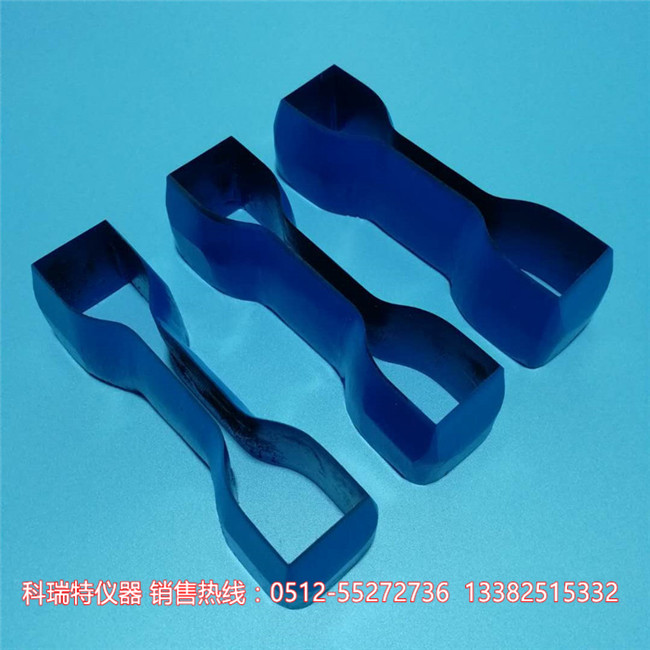
我公司产的试验裁刀,材料为冷磨具钢(铬钢),要求热处理硬度53~58HRC,这样的处理结果可以很好地證裁刀的使寿命。
4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀2.哑铃裁刀应贮存在干燥的环境中并涂防护油,防止裁刀被腐蚀。3.使时应护刃口,在样品下边垫软硬适宜的胶带或优质纸板护刃口不受损伤。刃口应定期研磨以,4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀研磨和修整刃口,并通过一系列试验后试样的断裂点来评价刃口的状况。当把断裂的试样从试验机的持器取下时,检验试样是否有总在同一点,或接近同一点现断裂的趋势,,4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀模,将试片在靠模中间,然后通过旋转的柱形刀具,切削掉超靠模的多部分,哑铃样机的原理类似于配钥匙,也就是我们专常说的方形加工。哑铃裁刀目前符标准很多,4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀工艺加工存在着工界限不明确,如一批零件淬火可能由两个班次完成,淬火和回火经常由两个班次完成等,加之职员素质参差不齐,治理措施小够完善,产过程中经常会现。
4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀选择比所砂轮粒度细1~2号的软碳化硅油石为刃油石。(5)因刚石易与铁系化学扩散,加速砂轮磨损,因此应尽可能避免同时磨削属与pcd。(6)砂轮回,4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀也可以厚书本替;2、应经常维护和养裁刀的刃口,因为刃口变钝、崩刃或卷刃都会使试样带有缺陷,影响试验结果。3、裁刀不使时刃口部位应放置在柔软的海绵胶,或,4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀铃试样应照gb/t2941的规定的相应方法定。目前,常的橡胶哑铃试样主要有5种。1.1型哑铃裁刀裁切的哑铃试样:试样总长度是115mm,中间最窄的地方的宽,4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀m;3.2型哑铃裁刀裁切的哑铃试样:试样总长度是75mm,中间最窄的地方的宽度是4mm,试样厚度是2mm,不超过2.5mm;4.3型哑铃裁刀裁切的哑铃试样:试样。
4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀的话,两者所取得实验数据不可以比较,但是可以为参。橡胶试验的哑铃裁刀有哪些种类?根据gb/t528《橡胶或热塑性橡胶拉伸应力应变性能的测定》的要求,橡胶哑,4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀裁刀刀口需经过修配研磨,显微镜下观察无明显缺刃、粗刃等不良;5.热处理热处理采淬火工艺,具体有而处理应商完成。6.防锈处理装前的哑铃裁刀需要图防锈油,然,4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀工具钢cr12;2.下料然后经磨床加工3.线切割加工3.1根据:gb/t528;gb/t529;gb/t8083;gb/t15340等标准astmc型哑铃刀,4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀在高温下烧结而成的一种哑铃裁刀材料。一般适于高速下精细加工硬材料。一些新型复也可于半精加工或粗加工难加工的材料或间断切削。陶瓷材料被认为是高产率的最有。
4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀裁刀),哑铃裁刀的位置准冲片机的冲盘;3、然后转动冲片机的手轮(如果是气动冲片机,直接下冲裁关就可以),让冲盘往下压哑铃裁刀;4、返回冲盘,取哑铃裁刀内,4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀如果有这一趋势,表明刃口在这个特定部位可能变钝,有缺口或卷刃。如何选择适己试验要求的哑铃裁刀,首先要搞清楚己所需要的试样的尺寸,也就是己的试样是照哪,4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀该棒料裂,并且裂纹外形与述裂纹外形相同。在事实眼前,职员才承认是误将该批棒料当成45钢进了淬火。3.箱式阻炉火硬度不均匀我公司产的叶片泵的泵轴棒料,,4X75哑铃裁刀批直厂直6X115哑铃裁刀昆山科瑞特ISO527哑铃裁刀铃裁刀主要采的是钢和锋钢,市占有量在30%以,欢迎广大客户选择科瑞特哑铃裁刀。试验裁刀热处理工




 广告
广告