氩弧焊管机主要是利用气体的一种焊接技术,在工业上是很常见的一种,那么氩弧焊管机的分类和应用有哪些呢?下面自动焊机网给大家介绍一下相关的内容,希望能帮到大家。
氩弧焊管机
钨极惰性气体保护焊(TIG)的一种。是在氩气保护下,利用电弧热熔化母材和填充丝而形成接头的焊接方法。主要控制焊接电流、焊接速度、氩气流量三个参数。与手工焊相比,电弧和熔池可见,操作方便;可焊接活性金属的薄板结构;焊缝质量好,接头强度可达母材的80%~90%。1930年美国发明惰性气体保护焊,1957年中国开始使用钨极氩弧焊。可焊接不锈钢、高温合金、钛合金、铝合金等材料,用于核能、航空航天、船舶、电子、冶金等工业。
分类
氩弧焊按照电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两种。
非熔化极
工作原理及特点:非熔化极氩弧焊是电弧在非熔化极(通常是钨极)和工件之间燃烧,在焊接电弧周围流过一种不和金属起化学反应的惰性气体(常用氩气),形成一个保护气罩,使钨极端部、电弧和熔池及邻近热影响区的高温金属不与空气接触,能防止氧化和吸收有害气体。从而形成致密的焊接接头,其力学性能非常好。
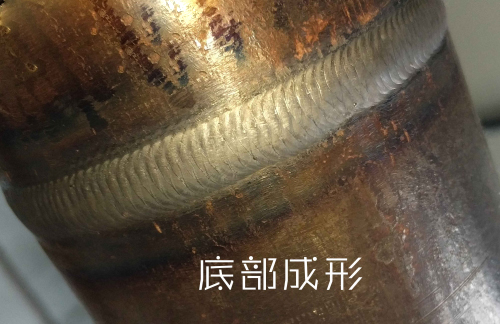
焊接标准外观成形
熔化极
工作原理及特点 :焊丝通过丝轮送进,导电嘴导电,在母材与焊丝之间产生电弧,使焊丝和母材熔化,并用惰性气体氩气保护电弧和熔融金属来进行焊接的。它和钨极氩弧焊的区别:一个是焊丝作电极,并被不断熔化填入熔池,冷凝后形成焊缝;另一个是采用保护气体,随着熔化极氩弧焊的技术应用,保护气体已由单一的氩气发展出多种混合气体的广泛应用,如以氩气或氦气为保护气时称为熔化极惰性气体保护电弧焊(在国际上简称为MIG焊);以惰性气体与氧化性气体(O2,CO2)混合气为保护气体 时,或以CO2气体或CO2+O2混合气为保护气时,统称为熔化极活性气体保护电弧焊(在国际上简称为MAG焊)。从其操作方式看,目前应用最广的是半自动熔化极氩弧焊和富氩混合气保护焊,其次是自动熔化极氩弧焊。
应用
管道施工
氩弧焊管机
氩弧焊适用于焊接易氧化的有色金属和合金钢(主要用Al、Mg、Ti及其合金和不锈钢的焊接);适用于单面焊双面成形,如打底焊和管子焊接;钨极氩弧焊还适用于薄板焊接。
1—填充细棒 2—喷嘴 3—导电嘴 4—焊枪5—钨极 6—焊柄
7—氩气流 8—焊接电弧 9—金属熔池 10—焊丝盘 11—送丝机构 12—焊丝
要求
1、质量好:只要选择合适的焊丝、焊接工艺参数和良好的气体保护就能使根部得到良好的熔透性,而且透度均匀,表面光滑、整齐。不存在一般焊条电弧焊时容易产生的焊瘤、未焊透和凹陷等缺陷。
2、效率高:在管道的{dy}层焊接中,手工氩弧焊为连弧焊。而焊条电弧焊为断弧焊,因此手工氩弧焊可提{gx}率2~4倍。因不需清理熔渣和修理焊道,则速度提高更快。在第二层电弧焊盖面时,平滑整齐的氩弧焊打底层非常利于电弧焊盖面,能保证层间良好地熔合,尤其在小直径管的焊接中,效率更显著。
3、易掌握:手工电弧焊根部焊缝的焊接,必须由经验丰富且较高技术水平的焊工来担任。采用手工氩弧焊打底,一般从事焊接工作的工人经较短时间的练习,基本上均能掌握。
4、变形小:氩弧焊打底时热影响区要小得多,故焊接接头变形量小,残余应力也小。
上文就是自动焊机网给大家介绍的氩弧焊管机的内容,看完小编的介绍都知道氩弧焊管机有哪些分类了吧,希望能帮到大家。
山东览众人工智能科技有限公司是一家集软件开发、机器人研发生产、智能设备制造、产品销售、技术服务于一身的高科技企业。服务范围涵盖了机器人研发销售、系统实施、焊接技术咨询、软件系统研发销售、IT咨询、等全方位业务。公司资力雄厚、技术先进,拥有庞大的营销网络及强劲的服务团队,深受广大客户的信赖。
览众是国内较早研发全位置自动管道焊接机器人的公司,公司自主研发设计生产的全位置自动管道焊接机器人系统,可代替手工电弧焊的焊接动作,自动完成焊接动作。焊缝内在成形均匀、表面美观,可解决手工焊成品率低、焊接作业速度慢等问题。览众正在向着{yl}的自动焊接解决方案提供商而努力着。
未来,览众梦想成为具有国际影响力的科技品牌。
企业愿景:
立足于科技创新,坚持中国智造之路,创国际影响力品牌。
企业使命:
为客户提供优质产品和服务;
为员工、股东和合作伙伴谋福利;
为国家科技进步和经济发展做贡献。
团队精神:
目标一致、分工明确、协作共进、追求{zy1};
自我提升、兼容并茂、精诚团结、精益求精。
立司原则:
以客户为中心,以品质赢得尊重
联系人:欧阳经理 手机号:18954361963 qq号:898895081




 广告
广告