数控冲床的过程中为防止发生意外事故,请遵守以下的规则:
1. 当机床安装完毕后,请及时在机床周围安装安全护栏,如果加工板材的尺寸较大,建议加装一个辅助工作台。
2. 机床的操作者,必须是受过专业培训的专业人员,要读过本操作手册,熟悉机床的基本知识。如果是多人操作机床,必须互相协助,以确保安全。
3. 在操作机床期间,不能穿宽松的衣服,打领带或围围巾,确保安全。
4. 在冲切板材时,不要冲切超过机床压力允许范围的板材。不要冲切超过最1大允许厚度的板材,不要冲切板金之外的如玻璃,石块或其他的易碎材料。
5. 当机床出现危机状况的时候,请按下急停开关。
6. 在开机之前,请确认危险区域内没有人和障碍物。
7. 在机床操作期间,不要接触液压元件和管道,以防止烫1伤。



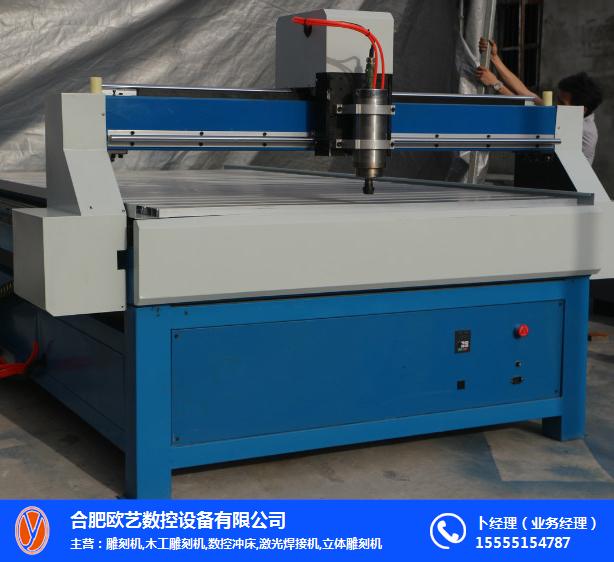
全自动数控冲床与液压数控冲床应该说是各有利弊,关键是要看您加工的产品对设备要求是怎样; 全自动数控冲床一般是经济型的设备,机械式日后能耗比较低,维修方便维修成本比较低,设备采购成本也要比液压设备低一些 ;液压设备一般寸冲的时候冲次比机械全自动数控要快得多,冲压力量是柔性的,在浅拉深方面的效果要比全自动数控床的效果要好一些,在冲压不锈钢材质的时候冲头的使用要比全自动数控冲床要长一些,噪音低,比全自动数控冲床上档次,日后能耗是机械全自动数控冲床的两倍多点,液压油至少1.5年-2年换一次,费用约在3000-4000元,维修配件费用要高一些。

数控冲床冲头系统由电机和凸轮结构两部分组成,电机由2.2kw交流电机驱动凸轮工作产生动力,动力头由滑块的往复运动产生冲压动力,滑块的升降由电磁阀控制,滑块的上死点和下死点各有两只接近开关控制。上死点位置降低或者下死点位置升高均可减少滑块运动的时间以提高冲压次数,通过合理的调整下死点位置还可以完成拉伸或成型工作。






 广告
广告