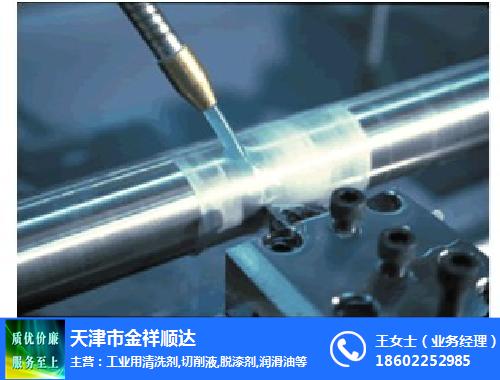
【金祥顺达向您推荐明星产品--切削液】
防锈:
在金属切削过程中,工件要与环境介质及切削液组分分解或氧化变质而产生的油泥等腐蚀性介质接触而腐蚀,与切削液接触的机床部件表面也会因此而腐蚀。此外,在工件加工后或工序之间流转过程中暂时存放时,也要求切削液有一定的防锈能力,防止环境介质及残存切削液中的油泥等腐蚀性物质对金属产生侵蚀。特别是在我国南方地区潮湿多雨季节,更应注意工序间防锈措施。

【金祥顺达向您推荐明星产品--切削液】
区别:
油基切削液的润滑性能较好,冷却效果较差。水基切削液与油基切削液相比润滑性能相对较差,冷却效果较好。慢速切削要求切削液的润滑性要强,一般来说,切削速度低于30m/min时使用切削油。
区别:
化学合成切削液的优点在于经济、散热快、清洗性强和极好的工件可见性,易于控制加工尺寸,其稳定性比乳化液强。润滑性欠佳,这将引起机床活动部件的粘着和磨损,而且,化学合成留下的粘稠状残留物会影响机器零件的运动,还会使这些零件的重叠面产生锈蚀。

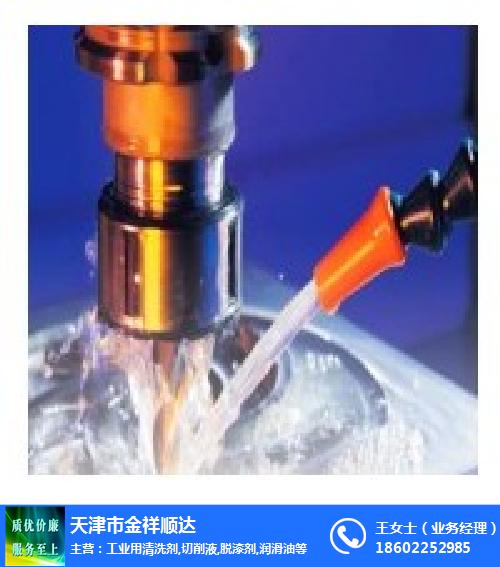
【金祥顺达向您推荐明星产品--切削液】
切削液的历史:
切削液是金属切削加工的重要辅助性配套材料。切削液(3张)人类使用切削液的历史可以追溯到远古时代。人们在磨制石器、铜器和铁器时,就知道浇水可以提高质量。在古罗马时代,车削活塞泵的铸件时就使用橄榄油,16世纪使用牛脂和水溶剂来抛光金属盔甲。从1775年英国的约翰·威尔金森(J.wilkinson)为了加工瓦特蒸汽机的汽缸而研制成功镗床开始,伴随出现了水和油在金属切削加工中的应用。到1860年经历了漫长发展后,车、铣、刨、磨、齿轮加工和螺纹加工等各种机床相继出现,也标志着切削液开始较大规模的应用。




 广告
广告
")