模具加热管库存-热管生产-苏州泰美特电子科技有限公司
单头电热管规格:
1.8mm-2.3mm-3.2mm-4.0mm-4.9mm-5.0mm
6.0mm-6.5mm-9.45mm-12.5mm-25mm
304不锈钢护
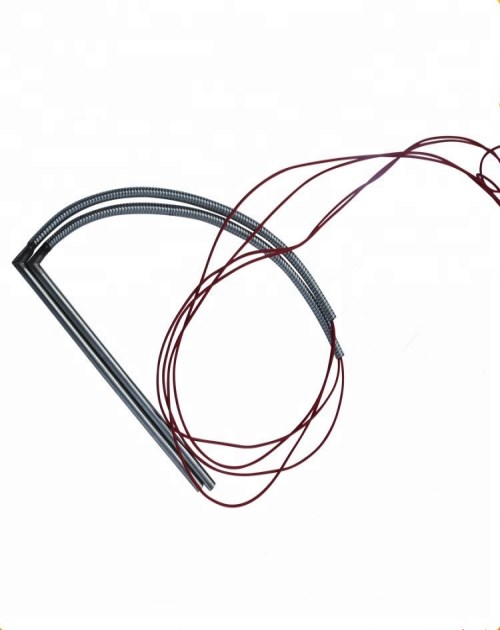
有加热器在3/6 L下锻造,用于浸渍应用
瓦特密度(保证为150)高达200 W /in2(62 W /cm2)
零件温度为1000°F(540°C),可选不锈钢护
零件温度在Incoloy护达到1400°F(760°C)。
筒式加热器最常通过插入钻孔中来加热金属零件。为了方便安装,筒加热器相对于其公称直径制作得稍微较小。
在大部分的应用中,都无需使用{zg}的功率密度。而仅使用需密度即可。可使用低于{zd0}允许值的额定值,以留出定的安裕度。选择空间加热器是为了实最为均衡的加热,而不是使每个加热器达到尽可能高的功率。
在中等功率密度下,通常使用通用钻即可进行钻孔操作。通常情况下,这种方式产生的孔要比钻头的标称尺寸大0.003"到0.008",配合度可达到0.010"到0.015"。就热传导特而言,配合度越高当然越好,但略松些更便于安装和拆卸,尤其是对于较长的筒加热器。建议在零件将孔钻通,这样便于拆卸加热器。孔钻好后,需要对零件进行清洁或去污处理,以除去切削润滑液。
在高功率密度下,不能仅仅利用通用钻将孔钻至最终直径,而应在将孔钻好后进行扩孔。使用高功率密度时,孔与加热器之间的紧密配合非常重要。配合度是指孔{zd0}直径与加热器最小直径之差。例如,对于1/2"直径的TIMET筒加热器而言,其实直径为0.498" + 0.000"- 0.005"。如果将该加热器放置在经钻孔和扩孔后直径达到0.503"的孔中,则配合度为0.503" - 0.493"= 0.010"。
.泰美特电子科技___模具加热管库存-发热管生产-苏州泰美特电子科技有限公司




 广告
广告