缝焊机是焊接电阻电阻 的供应商的机器,是由部分前后重叠的许多焊点形成连续缝焊。两焊件以搭界的装配方式压紧在两电极和焊轮之间,当焊件压紧后接通电流,转动轮来带动焊件进行焊接,焊接电流可以是连续接同的连续焊接或者是断续脉冲进行的断续焊。
从今年各类展会上可以发现国外焊接设备现阶段的几个特点:高精度、高质量、高可靠性,数字化、智能化控制、大型化、集成化以及多功能化。
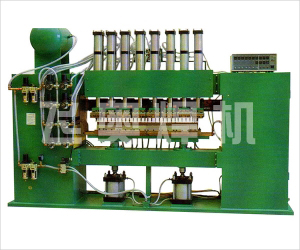
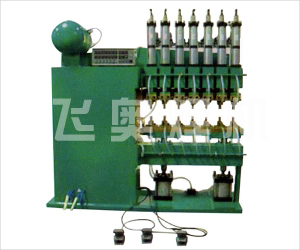
缝焊机有纵焊和横焊两种形式。缝焊机适焊汽车油箱及低碳钢、不锈钢等材料的盆、桶、筒及密封薄壁容器的焊接,采用气缸垂直加压方式,压力调节方便,jq,采用三相变频调速电机驱动,焊接速度调整方便、稳定、可靠性高。驱动方式可以根据用户需要来确定上电极或下电极主动,大大地方便了用户选用。
电脑采用恒流恒压式,在电源电压波动很大的情况下也能保证焊接质量,故障自动检索,如使用焊机时情况异常,会自动关闭并友情提示。可储存多种规范供用户调用,不管上下焊轮直径差异的大小,线速度是一样的,保证焊接工件焊接速度一致性,横焊机上下轴瓦银质(100KVA以上采用银瓦),保证了耐磨性与导电率;缝焊机的缝焊基本类型根据滚轮电极旋转与焊接电畅通流畅过的机—电配合方式,滚轮电极连续旋转,焊件等速移动,焊接电流连续通过,每半周形成一个焊点.焊速可达10~20m/min因为焊缝表面质量较差,实际应用有限断续缝焊焊件连续等速移动,焊接电流断续通过.
自动化焊接技术及设备正以前所未有的速度发展。三峡工程、西气东输工程、航天工程、船舶工程等国家大型基础工程的发展和国内汽车工业的崛起,都有力地促进了先进焊接工艺特别是焊接自动化技术的发展与进步。国内无论从产量构成还是技术发展方向上看,正在向{gx}、自动化、智能型、节能、环保型的焊接方向上发展。




 广告
广告