连续组合梁采用塑性内力重分布法进行分析时,应符合下列条件:
①相邻两跨跨度之差不大于短跨的457。
②边跨跨度不小于邻跨的58,也不大于邻跨的1159。
③在每跨的1/5范围内,集中作用的荷载不大于该跨总荷载的一半。
④内力合力与外荷载保持平衡。
⑤中间支座截面材料总强度比7小于0.5,且大于0.15。
⑥Q345D无缝方管内力调幅不超过259。 
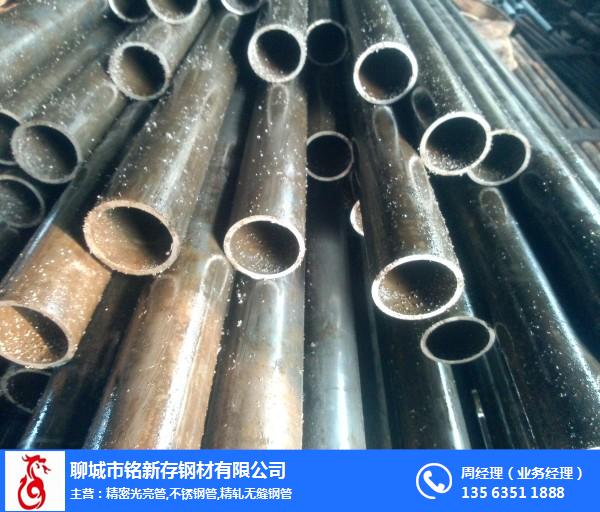
无缝方矩管和无缝钢管生产流程:
无缝钢管-工艺流程 1、卫生级镜面管工艺流程:
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品bao装
2、工业管工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验
3、焊管工艺流程
开卷——平整——端部剪切及焊接——活套——成形——焊接——内外焊珠去除——预校正——感应热处理——定径及校直——涡流检测——切断——水压检查——酸洗——最终检查——bao装
无缝方管重量计算公式
[1]方管重量计算公式:4*壁厚*(边长-壁厚)*7.85
矩形管重量计算公式:(周长//3.14-壁厚)*壁厚*0.02466

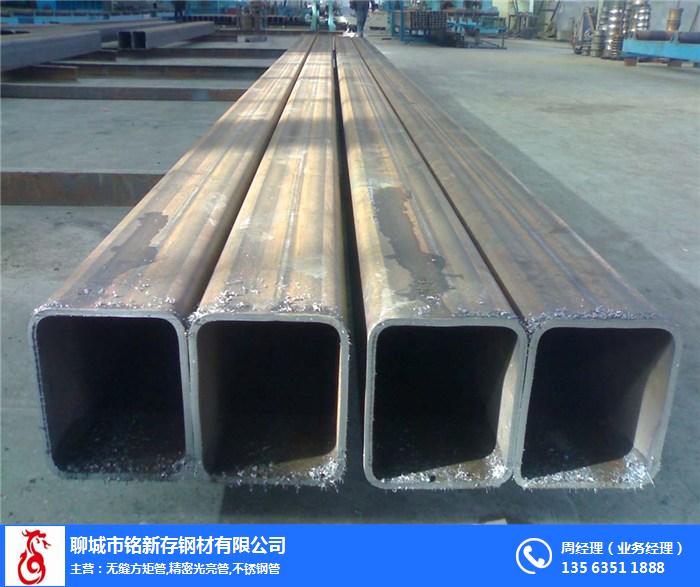
聊城市铭新存钢材有限公司集生产销售于一体的大型企业。公司专业生产方管、矩形管,产品以生产方管15×15-600*600mm , 矩形管10×20-600*800mm为主。生产范围bao括各种方管、矩形管、方矩管、镀锌方管、Q345方管、低合金方管、无缝方矩管、大口径方矩管、厚壁方矩管、高频双焊缝方矩管、焊管、无缝管以及各种钢管,镀锌加工,管材成型加工,拉弯弯弧弯管加工……
壁厚范围: 0.5-25mm。公司拥有600x600大截面方矩形管、冷弯型钢机组辊弯、辊挤成型生产线,弯曲、矫直、切断和抛光设备,大口径、厚壁方矩管是我们的主打产品。其中,镀锌方矩管生产线,拥有先进在线补锌技术,修补焊缝位置脱落的锌层,保护焊缝的抗腐蚀能力。产品口径由15mm600mm方管15*15----600*600mm,矩形管10×20-600*400mm。集纵剪压延、冷弯、焊接、镀锌于一体,采用优质冷热卷板、中厚钢板和先进设备生产出各种规格型号的高频方管,年生产能力达2-3万吨。无缝方矩管,是我公司沿着钢管产品深加工的发展轨道,开发的新产品系列以无缝钢管或焊接钢管的圆管为母材,经冷轧辊推挤滚压成型大口径厚壁的方、矩异型钢管。因而具有“高品质、多品种、大壁厚”的特点。





 广告
广告