由于砂轮的制造工艺决定了其表面形貌是随机的,各磨粒的几何形状、分布及切削刃所处的高度不一致,因此磨削时只有少数较高的切削刃切到工件,限制了磨削质量和磨削效率的进一步提高。
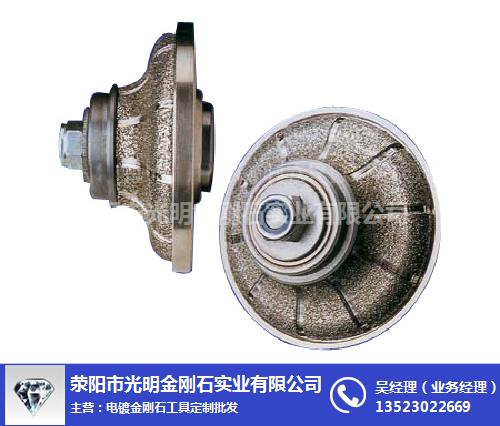
电镀金刚石砂轮电镀金刚石砂轮的优点:
①电镀工艺简单,投资少,制造方便;
②无需修整,使用方便;
③单层结构决定了它可以达到很高的工作速度,目前国外已高达250~300m/s;
④虽然只有单层金刚石,但仍有足够的寿命;
⑤对于精度要求较高的滚轮和砂轮,电镀是{wy}的制造方法。

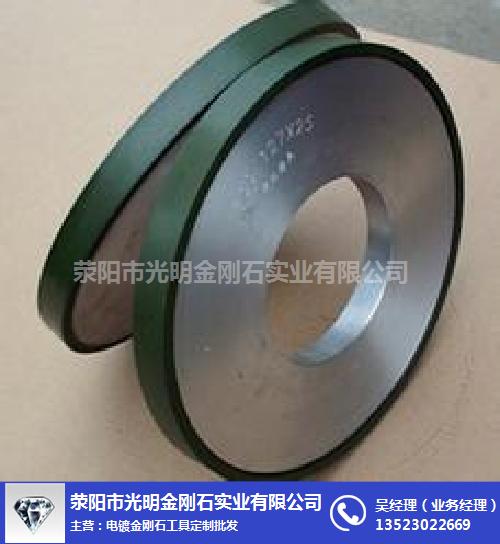
怎样能使电镀砂轮磨损较慢
选择砂轮硬度的一般原则是:加工软金属时,为了使磨料不致过早脱落,则选用硬砂轮。耐磨性强、寿命长。CBN砂轮磨削比可达3500—5500,比普通刚玉砂轮高百倍,比金刚石砂轮高3—5倍。 加工硬金属时,为了能及时的使磨钝的磨粒脱落,从而露出具有尖锐棱角的新磨粒(即自锐性),选用软砂轮。者是因为在磨削软材料时,砂轮的工作磨粒磨损很慢,不需要太早的脱离;后者是因为在磨削硬材料时,砂轮的工作磨粒磨损较快,需要较快的更新。工作效率高、综合经济效益好。磨削锋利、磨削力小、CBN砂轮修整周期长、修整量较少、更换时间长;使用周期长,磨削比高,可获得较佳的经济性,使用中形状保持性好,无需经常更换砂轮和修整砂轮,节约工时,改善劳动条件,有利于加工操作。

荥阳市光明金刚石实业有限公司主要生产人造金刚石制品,人造金刚石磨轮,精磨片,研磨膏,各种电镀金刚石工具,各种精选人造金刚石及微粉等产品。可根据您的需要订购形状,大小,尺寸,欢迎电话咨询!
金刚石砂轮的新发展
烧结型金属结合剂金刚石砂轮多以青铜等金属作为结合剂,用高温烧结法制造,其结合强度高,成型性好,耐高温,导热性耐磨性好,使用寿命长,可承受较大负荷。
因金刚石砂轮烧结过程不可避免地存着收缩及变形,所以使用前必须对砂轮进行整形,但砂轮修整比较困难。目前生产常用砂轮对滚整形方法不仅修整时费时费力,而且修整过程金刚石颗粒脱落较多,修整砂轮本身消耗很大,整形精度较低。
近年来各国学者相继开展了应用特种加工方法修整金属结合剂金刚石砂轮研究工作,主要有电解修整法、电火花修整法复合修整法等。电解修整法速度快,但整形精度不高;
金刚石砂轮的电火花修整法整形精度高,既可整形又可修锐,但整形速度较慢;复合修整法有电解电火花复合修整法、机械化学复合修整法等,修整效果较好,但系统较复杂,因此烧结型金刚石砂轮修整问题仍然没有得到很好解决。
此外,由于金刚石砂轮制造工艺决定了其表面形貌随机,各磨粒几何形状、分布及切削刃所处高度不一致,因此磨削时只有少数较高切削刃切到工件,限制了磨削质量磨削效率进一步提高。





 广告
广告
")