双壁波纹管挤出机头的结构较复杂,主要特点是在同一模具内成内外两层流道,内外流道夹层间需通压缩空气,内定径套需要冷却系统。同时为了补偿冷却水通过引起的热量损失,一般还需加热棒,而在大口径管子的生产中,还需采用双层共挤技术。目前,国内生产的机头,其设计已达到国外机头的水平,大口径聚烯烃管材的双层共挤机头也已开发成功,但其所用材质和加工水平与国外产品相比还有差距。表现在国产机头的流道表面易损,生产和拆摸周期比国外机头短。

波纹成型机是生产双壁塑料波纹管的核心设备,由成型模块、传动系统、控制系统三部分组成。波纹成型机有立式和水平式两种,立式波纹成型机占地面积小,结构紧凑,但模块更换较困难。水平式波纹成型机其成型模块水平开合,占地面积较大,但更换模块比立式方便得多,因比其应用更广泛。
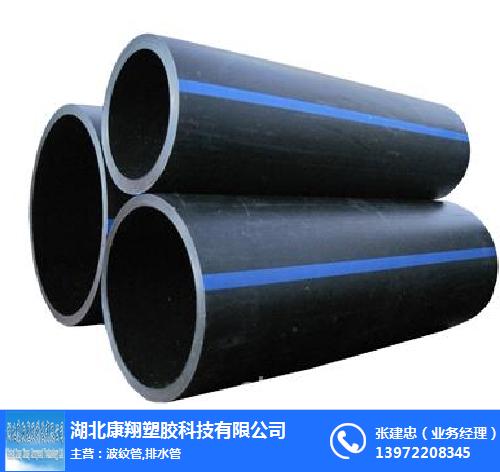
PE双壁波纹管外壁常见问题分析
一、外壁不成型或外壁破
1、 管坯的挤出量小,调整挤出量;
2、外壁物料温度低,对外层或机头进行加热;
3、外壁偏壁严重,薄的一面会吸破,进行调整;
4、成型模块未安装到位,将管壁刮破,调整成型模块使其居中;
5、物料中有杂质,对物料进行检查处理;
6、正常充过小,调整正常充气气压,如调整无效检查正常充气孔是否有堵塞现象,正常充气管是否漏气进行清理维修;
7、模头与定径套未在成型模块中心,调整成型机与机头,使其机头居模块中央;
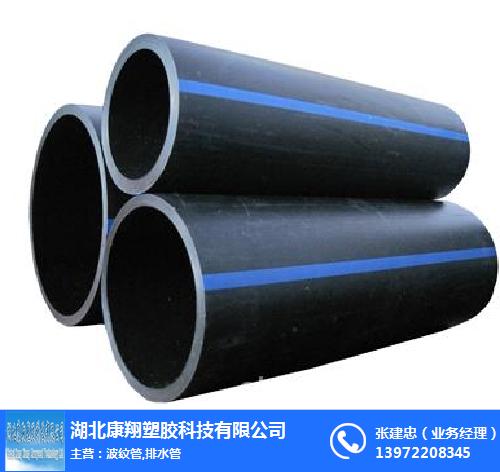
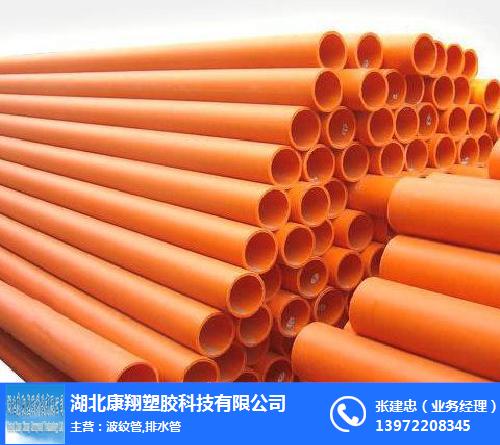
塑料波纹管最早开发于50年,在最近20年得到了突飞猛进的发展。现已开发应用的塑料波纹管中,根据生产塑料波纹管所使用的材料,可分为“HDPE波纹管”、“UPVC波纹管”、“PP波纹管”等,其中PVC塑料波纹管目前产量较大。塑料波纹管在结构设计上采用特殊的“环形槽”式异型断面形式,这种管材设计新颖、结构合理,突破了普通管材的'板式'传统结构,使管材既具有足够的抗压和抗冲击强度,又具有良好的柔韧性。
双壁波纹管则是指内壁光滑而外壁具有波纹(波纹形状可为直角、梯形、正弦形等)的塑料管,它是由同时挤出的波纹外壁和一层光滑内壁一次熔结挤压成型。它除了具有普通塑料所有的耐腐蚀好,绝缘性高,内壁光滑,流动阻力小等特点以外,因采用了特殊的中空环形刚度和良好的强度与韧性。在满足同样的强度、刚度要求下,采用双壁波纹管可比普通塑料管节约材料30%-50%,技术经济性较好,并且运输安装方便,降低了施工人员的劳动强度,同时也降低了工程的总投资,但是绕曲度小。

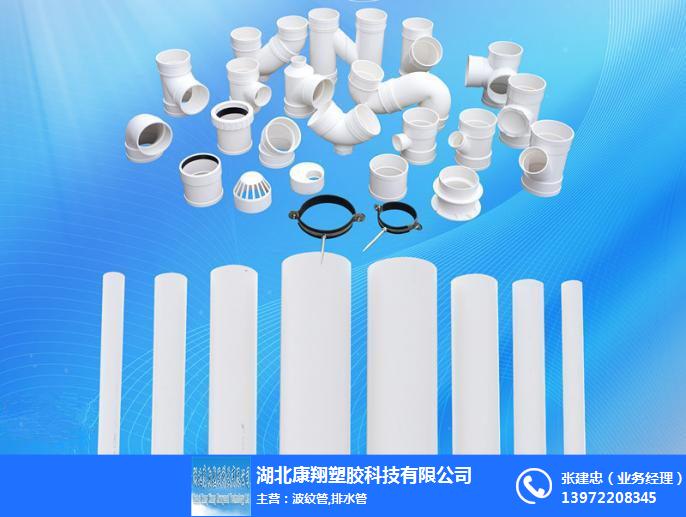
波纹管的应用: 单壁波纹管可以广泛应用于高尔夫球场、运动场等轻载荷等情况下排水、透水;室内装修电线套管;汽车电线套管;预应力锚索套管;空调器排水管等。双壁波纹管可以广泛应用高速公路、边坡、高尔夫球场等重载荷情况下排水、透水;市政排污;通信、供电电缆套管等场合。




 广告
广告
")