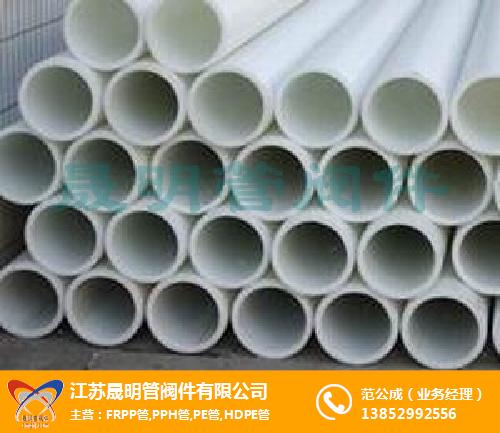
PP热熔弯头:
热熔承插的焊接工艺:1)首先根据待焊管材规格选择模具,并将模具安装在热板上; 2)将温控仪调到给定参数,接通电源; 3)将管材沿垂直轴线方向截开,并使其端面垂直于轴线; 4)管材、管件应保留适当的过盈量,多余部份应用刮刀去除; 5)将焊接端倒角,qc碎屑,用整圆器将变形的焊接端复元,并标上熔融深度(熔接时应注意插入深度不可过深,以免造成管道内堵); 6)用清洁的纸或布擦拭管材焊接区域的外表面和管件内表面,除去微尘、水份、油脂等杂质。 7)将管材待焊端和管件同时插入加热到设定温度的模具中加热后,快速拔出,并将管材焊接端插入管件,一直推到管材上承插深度的标线为止,短时间内,轴向允许15度范围内的调整。 8)保持该焊接状态至冷却时间 。

PP法兰的使用注意事项
PP法兰是使管子与管子相互连接的零件,连接于管端。在管道工程中,法兰主要用于管道的连接。那在使用pp法兰的时候需要注意哪些事项呢?今天昆山喜得塑胶制品废气设备公司小编整理了相关资料跟大家分享一下!
1.管材、管件粘接前,应该把承口侧和插口外侧用干布擦拭处理干净,如果说表面粘有油污,需要用丙酮擦干净。
??2.管材断面应平整、垂直管轴线并进行倒角处理;粘接前应该要画好插入标线并进行试插,试插深度只能插到原定深度的的1/3~1/2,间隙过大于时严禁使用粘接方法。
??3.涂抹粘接剂时,应先涂抹承口内侧,后涂抹插口外侧,涂抹承口时应顺轴向由里向外均匀涂抹适量,不得漏涂或涂抹过量(200g/m2)。
??4.粘接剂涂抹后,宜在1分钟内保持施加的外力不变,保持接口的直度和位置正确。
??5.粘接完成之后及时将多余的粘接剂擦净,在固化时间内不得受力或强行加载。
??6.粘接接头不可以在雨中或水中施工,操作时的温度不能低于5℃。
??7.{zh1}再强调一下连接程序:准备→清理工作面→试插→刷粘接剂→粘接→养护。

大口径对焊弯头是将管子联接成管路的零件。根据联接方法可分为承插式管件、螺纹管件、法兰管件和焊接管件四类。多用与管子相同的材料制成。有弯头(肘管)、法兰、三通管、四通管(十字头)和异径管(大小头)等。弯头用于管搂转弯的地方;法兰用于使管子与管子相互连接的零件,连接于管端,三通管用于三根管子汇集的地方;四通管用于四根管子汇集的地方;异径管用于不同管径的两根管子相联接的地方。





 广告
广告
")