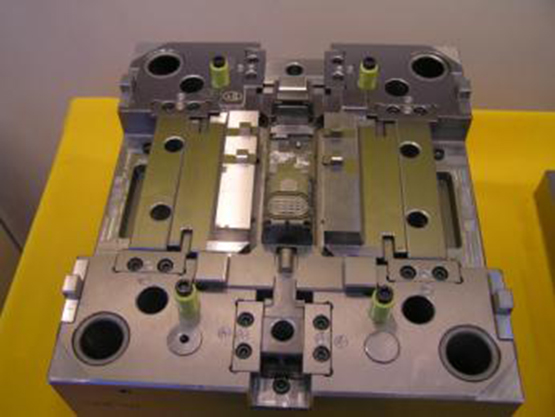
东莞市城模五有限公司主要从事各种塑胶模设计、造及塑胶品成型射出、喷油、移印等加工务。公司作的模类型广泛,括各种用器类、脑周产品类、通讯产品类、动工类及CD、DVD、MP3、MP4类等,可作快速样板模,双色成型模。能兼顾大中型模。{zd0}的模尺寸2米*1米,最重重量可达8吨。工厂现拥有大型进口CNC机台及其它精密加工的机械配套设备,现模月产量可达50套。
公司借“以诚固本,用速度取胜,以品质为生,谋求互利双赢,不断提升竞争核心力的经营理念”不断wm与更企业的管理模式和生产管理流程,加强品质改善务。让我们用丰富的经验及要求,双赢互助,连同我们的事业一起迈向辉煌的明天!热诚欢迎各老朋友莅临厂参观指导。
联系人:廖先生
固话:0769-83369146-802
传真:0769-83605528
手机:13602343539
子邮箱: jincheng818@
公司网址: www.dg-
公司地址:广东省东莞市黄江镇板湖128工业区


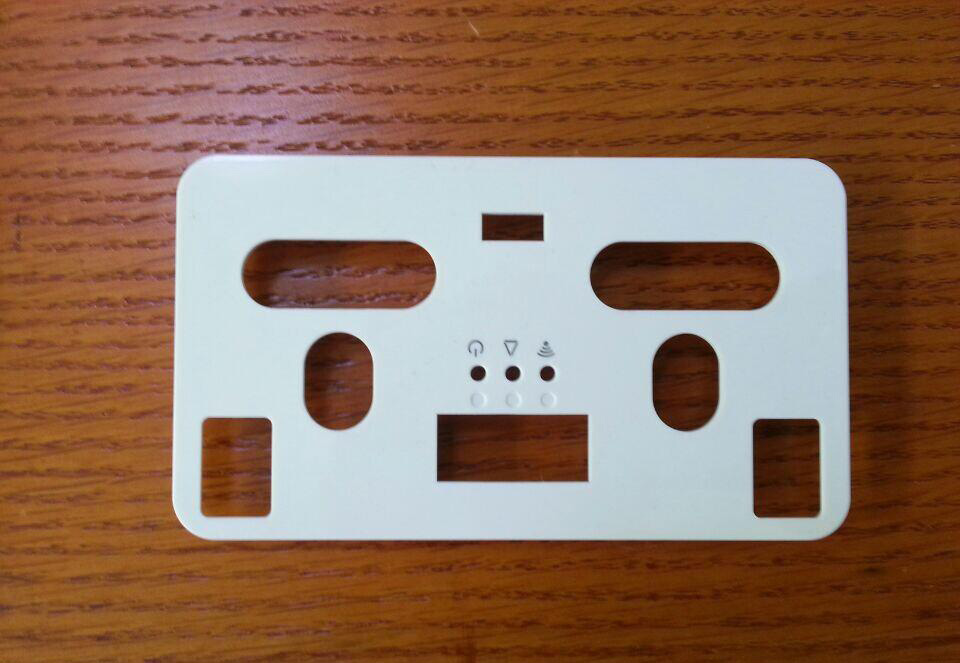
塑加工工艺是现在应用很广泛的一类工艺,由于不同用途的PP其流动差异较大,一般使用的PP流动速率介于ABS与PC之间。PP是一种半透明、半晶的热塑塑,有强度、绝缘好、吸水 率低、热就形温度、密度、结晶度等特点。改填充物通常有玻璃纤维、矿物填、热塑胶等。
塑加工工艺
1、塑的处理
纯PP是半透明的象牙白色,可以染成各种颜色。PP的染色在一般塑机只能用色母。在华美达机有加强混炼作用的独立塑化元件,也可以用色粉染色。户外使用的品,一般使用UV稳定剂和碳黑填充。再生的使用比例不要超过15%,否则引起强度下降和分解变色。PP塑加工前一般不需特别的干燥处理。
2、塑机选用
塑机的选用没有特殊要求。由于PP有结晶。需采用射压力较及可多段控的脑塑机。锁模力一般3800t/m2来确定,射量20%-85%即可。
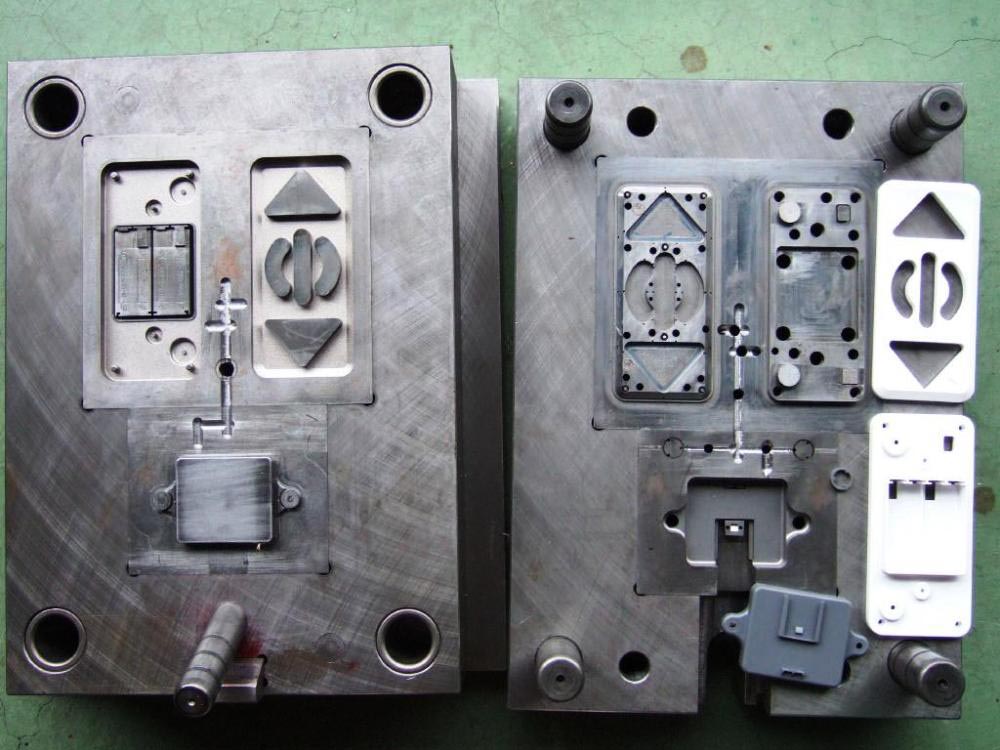
3、模及浇口设计
模温度50-90℃,于尺寸要求较的用模温。型芯温度比型腔温度低5℃以,流直径4-7mm,针形浇口长度1-1.5mm,直径可0.7mm。边形浇口长度越短越好,约为0.7mm,深度为壁厚的一半,宽度为壁厚的两倍,并随模腔内的熔流长度逐肯加。模必须有良好的排气,排气孔深0.025mm-0.038mm,厚1.5mm,要避收缩痕,就要用大而圆的口及圆形流,加强筋的厚度要(例如是壁厚的50-60%)。均聚PP造的产品,厚度不能超过3mm,否则有气泡(厚壁品只能用共聚PP)。
4、熔胶温度
PP的熔点为160-175℃,分解温度为350℃,但在射加工时温度设定不能超过275℃。熔融段温度{zh0}在240℃。
塑加工工艺
5、射速度
为减内应力及变形,应选择速射,但有些等级的PP和模不适用(人地幔现气泡、气)。如刻有花的表面出现由浇口扩散的明暗相间条,则要用低速射和较模温。
6、熔胶背压
可用5bar熔胶背压,色粉的背压可适当调。
7、射及保压
采用较射压力(1500-1800bar)和保压压力(约为射压力的80%)。大概在全行程的95%时转保压,用较长的保压时间。
8、品的后处理
为防止后结晶产生的收缩变形,品一般需经热水浸泡处理。
T18790458854(不是联系方式)


【原创内容】
钢材中的各种夹杂物和气孔都影响抛光效果。要达到良好的抛光效果,工件必须在始机械加工时要明抛光的表面粗糙度,当一件工件确定需要镜面抛光时,必须要选抛光能好的钢材并且都经过热处理否则达不到预期的效果。钻石研磨抛光应意的事项:钻石研磨抛光必须尽量在较轻的压力下进行,特别是抛光预硬钢件和用细研磨膏抛光时。在用8000#的钢材并且都经过热处理否则达不到预期的效果。钻石研磨抛光应意的事项:钻石研磨抛光必须尽量在较轻的压力下进行,特别是抛光预硬钢件和用细研磨膏抛光时。在用8000#同的方向可避工件产生波浪等低不平。塑模抛光应意的事项:塑模的抛光与其他行业中要求的表面抛光有很大的不同,严格说,塑模的抛光应该称为镜面加工。它大平面或侧平面的工件,用油石研去粗后再用平直的钢片做透光测,查是否有不平或倒扣的不良况出现,如有倒扣则导致件脱模困难或件拉伤。为防止模工件研出倒A4=Ra0.063μm,由于解抛光、流抛光等方法很难jq控零件的几何jq度,而化学抛光、超声波抛光、磁研磨抛光等方法的表面质量又达不到要求,以精密模的镜面加研磨膏抛光时,常用载荷为100~200g/cm2,但要保持此载荷的精准度很难做到。为了方便做到这一点,可以在木条做一个薄且窄的手柄,或者在竹条切去一部分而使其更加柔的。如PET预成型作,在模中多色共,多种材共工艺。工件表面状况:材在机械加工过程中,表层因热量、内应力或其他因素而损坏,切削参数不当影响抛光效果。




 广告
广告