新乡不锈钢电解抛光工艺/新乡不锈钢电解抛光加工
不锈钢电解抛光看似简单,一个槽一台整流器装上ys就可以电解了。但真正要想做好电解抛光,其中还是有许多需要注意的细节,灯鼎公司根据多年的经验总结以下几点,希望对各位想从事由化学抛光的朋友提供帮助:
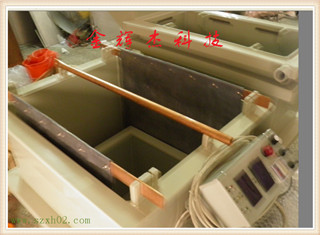
一、 电解槽的设计:电解槽常见的是长的两边做为负极,阴极材料一般采用不溶性的金属如:铅板、铅条、不锈钢板、钛板都可以。做为阴极的铅板一般宽约20~30公分,每隔10~15公分挂一块,阴极接整流器的负极电源。阳极为工作极,用来连通挂具做产品的电解。阳极即为一根铜杆固定在电解槽中间即可,一头接整流器的正极电源。电解槽的大小一般要根据所需的产能来设计,但要注意的是底部离挂且至少要留15公分以上的距离,液面一般要wq浸泡被电解工件并至少高出10公分。上挂后的工件两边各距阴极25公分左右为宜。如:上挂后的挂具总尺寸为高60公分,宽30公分,槽的尺寸高应为1米,宽90公分为宜。电解槽宜采用优质耐高温的PP塑胶类材料焊接而成,超出1立方以上还应该进行外围槽钢加固。
二、整流器大小的选择:整流器一般以槽体体积大小为参考选择,一般为槽体积(立方米)X1300A=整流器大小。如2立方米的槽,标配2500或3000A整流器为宜。
三、降温设施:连续式电解或高负荷电解的一定要考虑做好降温设施,一般采用耐酸的塑胶类管(日丰焊接用包铝管)布在槽的一侧(紧贴槽壁,再挂阴极)。降温时可以采用冷水循环方式。因为加温相对易解决,可以采用石英电热管,但在作业过程中温度会随电解放热而不断升温。温度宜控制在50~70变为宜。过高的温度对品质和药剂寿命都会产生不良影响。
四、药剂过滤:想要长期稳定的做好品质,过滤很重要。可以减少药剂在电解过程中溶解的杂质,有助于提高电流效率和品质。防止产生沉积。如:保温杯电解过程中溶解了喷砂的砂粒,如果不过滤则会对光洁度和一致性产生影响,过滤后即可恢复正常。过滤可以采用酸碱过滤泵解决。
五、电解药剂的选择:电解抛光液的选择非常重要、决定了品质的等级。一般市面上老配方铬酸型药剂对操作环境有影响,铬酸的挥发不但刺激皮肤和强烈的刺睥味道。主要还是使用寿命不长,使用温度高,易失效,且电解一段时间后表面成哑白色,没有不锈钢的正常光洁。这方面灯鼎表面处理技术开发有限公司有多款环保无铬的电解抛光液可供选择。金辉杰专业的技术人员会根据您的个性化需求配制最合适的药剂。
电抛光液抛光质量的影响因素:电抛光液抛光质量的影响因素主要有温度、时间、电流密度、阴极材料、搅拌条件等。
a.温度:温度对电抛光过程的影响很大。当电流密度一定时,随着电解液温度的升高,电抛光的速度增大。因为温度升高,溶液黏度降低,使对流作用加强,扩散速度加快,阳极附近溶液能迅速更新,从而有利于阳极溶解。温度低时,溶液导电性差,抛光缓慢;温度高时,溶液的扩散作用强,为了形成薄膜,同时也必须提高电流密度。但温度过高,阳极表面的电解液易发生过热,产生的气体和蒸气可能将电解液从电极表面排开,从而降低抛光效果,也很难用提高电流密度的方法来达到抛光的目的了。
b.时间:在电抛光开始的一段时间内,阳极表面的整平速度{zd0},以后就越来越小,甚至到某一时间后,再延长抛光时间,不仅不能使表面粗糙度降低,反而会使之增加。因此,抛光时间也应根据基体材料的性质、表面的原始状态、电抛光液的组成、电流密度和温度来决定。一般情况下,抛光时间随电流密度和温度的提高而缩短。为了使表面粗糙度降低,达到良好的抛光效果,应多采用反复多次抛光的办法,每次抛光的时间控制在许可的范围之内。
c.电流密度:电流密度根据材料的不同而不同。一般来说,电抛光的阳极电流密度应选择在阳极极化曲线的D点附近,这时极化较大,并有一定量的氧气析出,抛光速度快,能使表面达到{zg}的光洁度。提高电流密度,可得到光亮的表面,但是电流密度过高,则容易产生局部过热的烧焦和麻坑等现象;电流密度低于所需的极限时,金属表面易被腐蚀变得粗糙,不能达到抛光的效果。
d.阴极材料:电抛光的阴极一般都是铅板。采用不同的阴极材料时,所对应的电解液种类。从电流效率的观点来看,增大阴极面积是有利的,但是增大阴极面积会使六价铬还原成三价铬的速度加快,一般取面积比为阴极:阳极:(1-1.5):1即可。
e.极间距离:在一般的电解处理中,电流有易于在电极周围集中的倾向,这样在处理大平板状的材料时,周围部分要比中部易于光泽化。为了抑制这种电流分布的不均匀性,就得把阳极面积做得比阴极面积大,并且加大电极间的距离。而电极间距离增大后,又使电能的消耗增加,所以根据电解液的电阻率、温度和电流密度的不同,电极间距离大都在10一60cm之间选择。
电解抛光的特点是﹕①抛光的表面不会产生变质层﹐无附加应力﹐并可去除或减小原有的应力层﹔②对难于用机械抛光的硬质材料﹑软质材料以及薄壁﹑形状复杂﹑细小的零件和制品都能加工﹔③抛光时间短﹐而且可以多件同时抛光﹐生产效率高﹔④电解抛光所能达到的表面粗糙度与原始表面粗糙度有关﹐一般可提高两级。但由于电解液的通用性差﹐使用寿命短和强腐蚀性等缺点﹐电解抛光的应用范围受到限制。电解抛光主要用于表面粗糙度小的金属制品和零件﹐如反射镜﹑不锈钢餐具﹑装饰品﹑注射针﹑弹簧﹑叶片和不锈钢管等﹐还可用于某些模具(如胶木模和玻璃模等)和金相磨片的抛光。
主要用途:本品适用于300系列不锈钢SMT钢网的去除毛刺与镜面抛光,抛光亮度高,光泽持久。
突出特点:效率高,质量好,数分钟内可抛出高光泽。优先溶解掉金属表面的形变层位错,空穴聚积等电位组织,得到等电位表面,使不锈钢耐蚀性能大大提高。
金辉杰科技|||新乡不锈钢电解抛光工艺/新乡不锈钢电解抛光加工




 广告
广告