马鞍山市诺尔达数控模具制造有限公司18155520518立足于国内市场,不仅确保产品质量与国内品牌接轨,还不断地加强自己的技术力量,保证客户在诺尔达得到最合适最满意的产品。{zy1}的产品质量,{yx}的销售服务和wm的技术支持三者共同撑起了诺尔达的品牌价值,也是带领公司加工市场的资本。
联系人:陈经理
电话:18155520518
电话:0555-6828999
传真:0555-6778911
网址:
地址:安徽当涂县博望新区平桥工业园

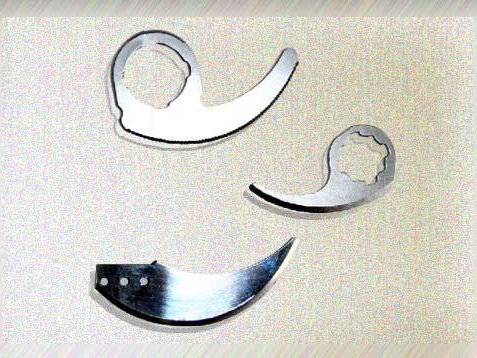
高速圆刀片切削时的表面形貌并不仅仅是由刀具挤压产生的材料塑性纵向和横向活动决定,它还与材料在切削时的表现、切削用量(刀具运动轨迹)以及刀具前、后刀面外形和磨(破)损状态有关.刀具磨(破)损状态对工件已加工表面质量改变影响极大,枢纽是切削热对加工表面质量起着严峻的影响作用。
1931年,德国切削物理学家萨洛蒙(Carl.J.Salomon)博士提出了高速切削的概念.高速切削中的“高速”不仅应是一个技术指标,也应是一个技术上可以实现的切削速度.目前,所谓“高速”只是一个相对概念,海内外专家尚未对其速度范围的界定达成共鸣。
在圆刀片高速切削前提下,绝大多数已加工表面是由切削刃直接切出来的.因为刀具的快速磨损,刀具切削部位往往形成“圆弧+直线”刃的切削情况,工件已加工表面的残留面积高度峰点由直线形副切削刃切出,圆弧型主切削刃不介入残留面积{zg}峰点的切出.除刀具几何因素影响外,切削过程中高温下工件材料的塑性变形,对已加工表面形貌的形成,尤其是对轮廓{zd0}高度的泛起起着至关重要的影响作用。

与常规切削过程比拟,圆刀片高速切削前提下,工件已加工表面的机械物理机能的改变更为复杂,进给印迹和侧流现象的泛起更为严峻和普遍.这些现象的泛起使加工表面上残留面积发生畸变,有可能因此增大已加工表面的表面粗拙度。
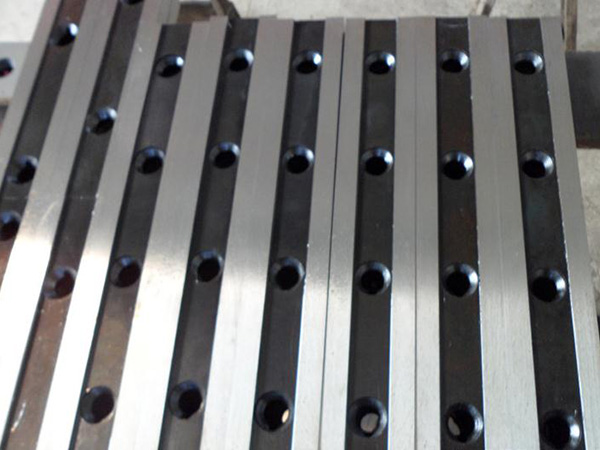
通常以为高速加工时的分切刀片速度比常规切削速度高5~10倍以上,但对于不同的加工方式和工件材料,高速切削的速度是不同的.高速切削主要是指高速车削和高速铣削,采用高的主轴转速和高的进给速度方式,获得比常规加工更高的切削效率,更好的加工精度.本文所论述的是高速切削技术中的高速车削试验工件已加工表面形貌特征.已加工表面形貌对工件成为机器零件后的使用机能有很大影响.犁垄和侧流现象是高速切削工件已加工表面最为典型的形貌特征之一。
在已加工表面形成过程中,在第1变形区内切削层金属发生塑性变形,因为切削刃是近似于椭圆的柱面,切削刃前区有很小一部门材料进入第Ⅲ变形区后仍将进一步发生垂直于切削刃方向的弹性和塑性变形,并且,因为挤压和进给运动引导作用也沿水平方向产生塑性侧向活动(简称侧流),因此,这--JJ,部门材料贴着后刀面滑出,{zh1}趋于不乱状态,达到已加工表面{zj2}位置。




 广告
广告