技术数据:
尺寸: 40 × 40 × 260
带磨轮的总重量: 约 770 克
输出: 100W
电源: 230V、50Hz
速度(最小/{zd0}从动速度): 5000 ~ 20000
在工作区内声压级*: 从动旋转({zg}速度范围)
约 67 分贝, 带负载约 70 分贝
振动水平按 EN28662,件 1:2.5m/s2
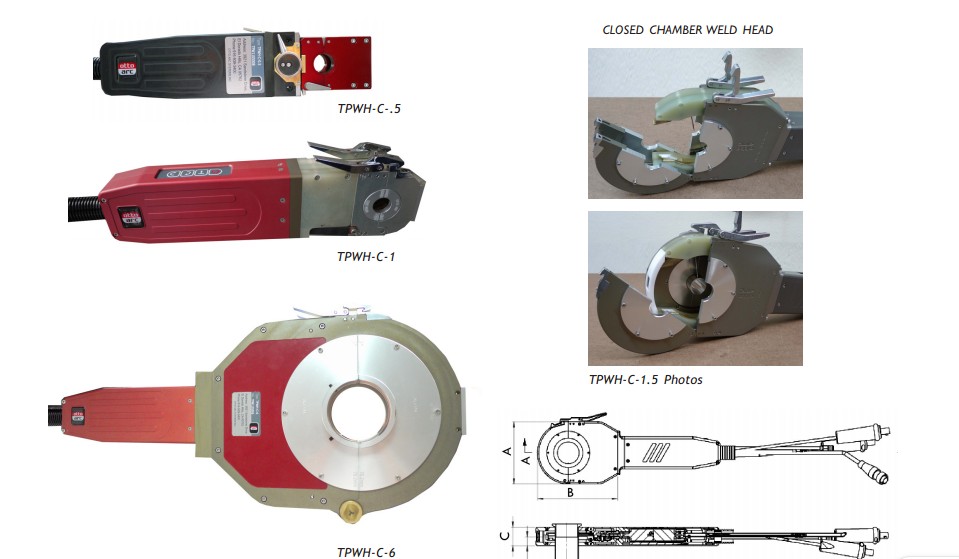
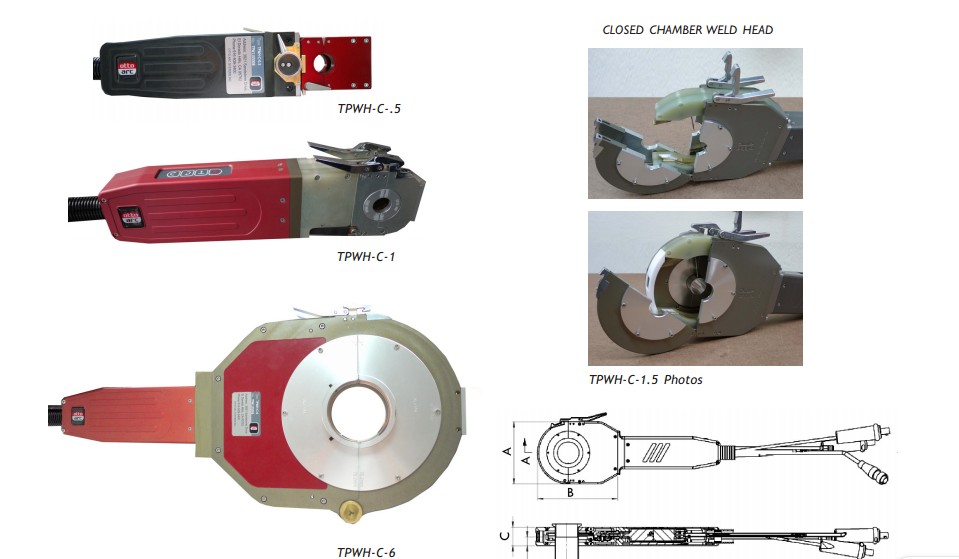
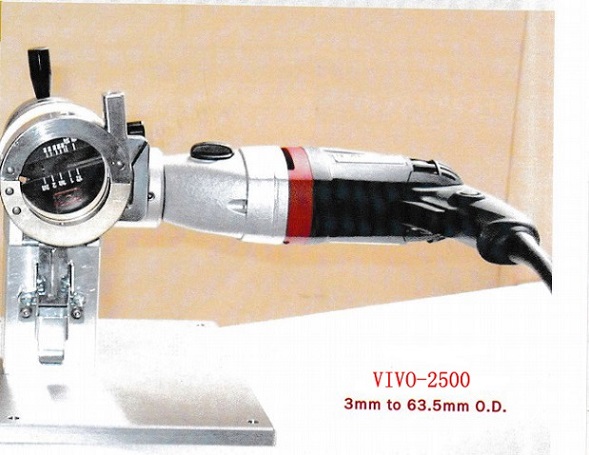
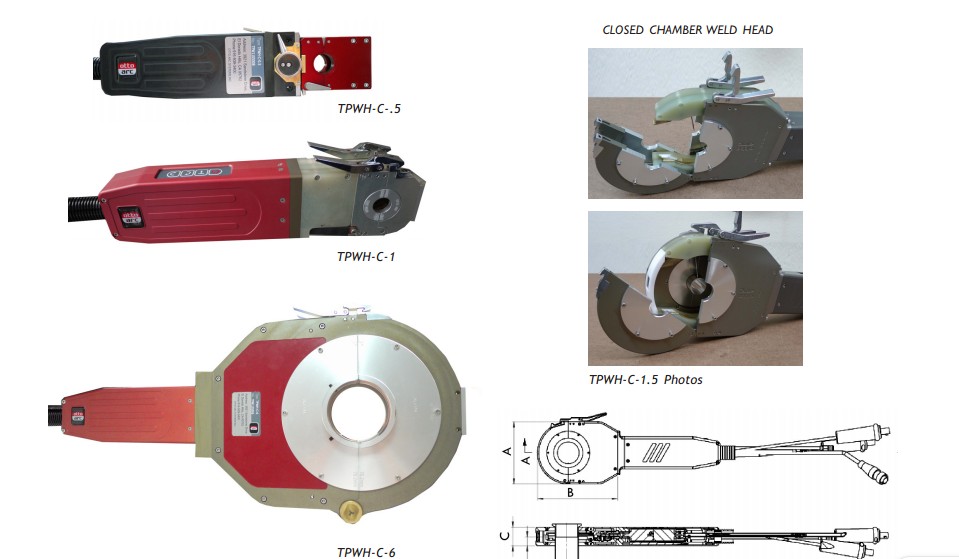
目前{zshy},xjb{zg}的{wy}一款
美国 ALFA 钨极磨削器
特性
ALFA-PLUS 适于用于 WIG 或 TIG 焊机上的焊接电极的再成型。
ALFA-PLUS 有下列特性:
重磨钨极确保钨极{jd0}符合标准
可更换双面金刚涂层砂轮,以便{zj0}条件下操作
上卡座可用于不同的电极角度和电极直径
快装卡座用螺栓将卡座装在电极法兰上
电极工作用手将电极插入相应的开孔,然后手动作旋转运动进行磨削
驱动:{yj}专用电机,带电机速度控制
最小长度:10mm
操作
1.PLUS 开机
2.设定速度
增速
减速
顺时针转速度控制器
反时针转速度控制器
3.推荐的磨削速度
研磨速度推荐值
研磨速度
5000
6000
电极直径(mm)
1.6
2.4
3.2
1.0
8000
9000
11000
X
X
2. 钨极磨削
工作时一定要戴安全护目镜
戴呼吸面罩
无合适的抽吸装置或合适的呼吸面罩时,不要使用钍钨极
注意:在研磨盘上不要加太大的压力,否则会降低工具的寿命。
对于良好的研磨结果,决定性的不是施加的压力,而是正确的和均匀的速度。
3. 钨极切割
为了使电极棒能用于诸如轨道焊,或手动焊,必须将其切 成一定的长度段。
A、将电极插入横向槽内
B、慢慢转动电极,电极就被均匀地切成段
四. 维修
在维护工具开始前先拔下主电源插头
时间
开始工作前
活动
上壳部分连接到驱动电机必须牢靠
装置不可受潮,且不可用于潮湿环境
当机器开动时,不可出现研磨盘的不平衡
上壳部分(检查两个螺丝是否牢靠,如果必须,将其拧紧)
检查电源电缆是否受损
每周/每天
五. 故障诊断
故障
ALFA 的电动机不转
研磨角不正确
金刚砂盘不转动
研磨盘起动后不平衡
可能原因
电力电缆损坏
电动机损坏
外壳没有紧固到电机凸缘上
夹钳松动
研磨盘安装不正确
措施
更换电力电缆
更换电动机
拧紧螺丝
拆卸带研磨盘的外壳。用开
口扳手校正轴座
立即拧紧或更换研磨盘
从壳内部qc灰尘,清洁干净
X
X

4.1 焊接装配控制
无论是在对洁净管道焊接接头实施手工或全位置焊接前,都要进行管道装配。它包括焊接接头的对接和定位焊接。首先,在对洁净管道进行焊接接头对接时,必须保证正确的接头间隙和接头的对正性。如果在实施对接时,出现间隙不当和接头错边,这将导致焊缝会产生烧穿、焊缝成形不良以及未焊透等焊接缺陷。为保证焊接接头不出现错位现象,可用靠模来检验接头对接情况。其次,在对接正确后就应当进行定位焊接,以防止在焊接过程中由于焊件翘曲变形等使焊接接头待焊处出现错位等现象。对医药洁净管道实施定位焊时,应采用交叉点焊法实施4~12点对称点焊定位。其点焊大小可根据以下经验公式确定:
d=Φ+1
或d=2Φ
其中:d一焊点熔核直径; ?~管道壁厚。
因不锈钢具有线膨胀系数、焊接变形大的特点,所以定位焊接点焊点距应小,选择点距主要根
据管道壁厚进行选择。具体选择参数可参照下表:
具体参数选择表
|
管道壁厚(?/mm)
|
定位点焊点距(d/mm)
|
|
1.2
|
10-30
|
|
3≤?≤4
|
40-80
|
4.2 焊接参数控制
4.2.1 焊接电流
焊接电流是决定TIG焊(钨极惰性气体保护焊)焊缝熔深的主要参数。从焊接对象材料来看,对于洁净不锈钢管的焊接采用直流电源的正极性焊接是最为理想的,其次是采用交流电源进行焊接。其电流大小主要依据管道壁厚、焊接位置和采取的接头形式来确定。从前面焊接缺陷分析中知道:电流越大,熔深、熔宽和焊缝表面凹陷就越大,但过大时会产生烧穿、咬边等缺陷,太小又易造成未焊透。具体参数可根据现场实际情况进行试焊,通过X光拍片合格后来确定同种管道的电流。
4.2.2 焊接电压
通常TIG焊焊接电压一般在10~20V范围内。
焊接电压越大,也会使熔宽增加,但熔深和焊缝表面凹陷反而会减小;当焊接电压过大时,还易造成
未焊透和保护不良。因此,在保证电弧不短路的情况下,尽量减小弧长进行焊接。
4.2.3 焊接速度
焊接速度的选择主要依据洁净管道壁厚,并配合焊接电流进行选择。在洁净管道施焊过程中,为保证氩气对焊接的有效保护,其焊接速度不宜过大。当速度过大时会造成氩气气流严重偏后,从而可能使钨极、弧柱乃至熔池全都暴露在空气中。但为了保证焊接时避免或减少晶间腐蚀可在允许范围内采取小电流快速焊,这样也有利于避免热裂纹的产生。为避免因小电流快速焊带来的不良影响,应当采取诸如增加氩气流量、减小焊枪前倾角度等措施以获得良好的保护效果。




 广告
广告